Tôi khai báo việc tra dầu One Shot Xong!
Chấn bơm gắn kết và Z-trục ống nước. Có những cải tiến nhỏ tôi có thể làm, nhưng nói chung, nó hoạt động tốt!
Dưới đây là một Roundup của hình ảnh:

Các máy bơm được gắn vào cột ...
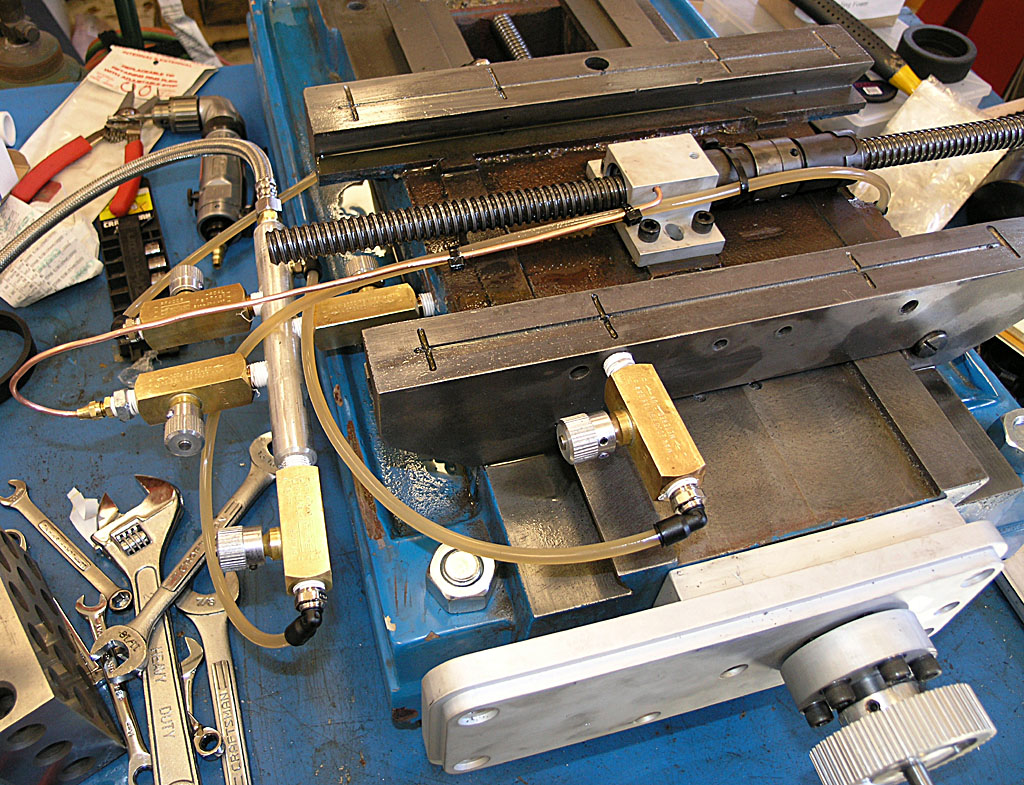
Shot của mạch yên ...

Và các mạch Z-trục ...
Ra lệnh một 1000 Watt DC Power Supply để chạy các Servo Hôm nay
Tôi ra lệnh cho một nguồn cung cấp điện năng PS-10N70 từ Antek ngày hôm nay để cấp năng lượng cho servo vào máy của tôi. Dưới đây là một hình ảnh:

Đó là $ 150 + $ 10 tàu, trong đó có vẻ rất hợp lý. Đây là một nguồn cung cấp 70V, mà để lại một biên độ nhỏ trong hạn mức 80V trên Geckodrives. Antek được điều hành bởi một đồng nghiệp tên là John Ango. Tôi đã ra lệnh cho máy biến áp hình xuyến từ anh trước và anh ấy là một chàng trai tốt để làm kinh doanh với. Đối với giá này tôi có thể tiết kiệm tự của tôi một số nỗ lực và thể là gần gũi hơn để chạy nhà máy này sớm hơn!
Khối Off và bơm dầu Gắn tấm
Dưới đây là một shot nhanh chóng, chi tiết tại đây .

Ra lệnh Timing Belt và ròng rọc Từ SDP-SI và Musings Về Mã hóa và chính xác
Các ròng rọc chứng khoán thời gian cho các bộ IH CNC là HTD series (răng bán nguyệt), sân 5mm và 15mm rộng. Nhưng, các ròng rọc đi kèm với bộ kit có một chút khoan 8mm nhỏ được thiết kế cho các servos IH bán. Như tôi đang sử dụng HomeShopCNC servo rằng có một "lỗ 1/2, họ sẽ không hoạt động. Không có đủ thịt vào chúng để mang ra ngoài nhiều. Vì vậy, tôi đã tìm ra một kế hoạch mới. Sau khi một số lừa xung quanh để đo khoảng cách giữa trục vào khung (không điều chỉnh, do đó, bạn đã tốt hơn có được nó ngay!), tôi đến với một khoảng cách 3,769 ". Tôi cắm này vào một Rhino3D vẽ như một kiểm tra sự tỉnh táo cùng với đường kính puli và thực sự đã vẽ ra sự sắp xếp cổ phiếu. Tôi đến với ròng rọc nhỏ có 12 răng và một trong những lớn có 48 răng cho tỷ lệ 4: 1 giảm.

Đo trục để trục với 850 oz của tôi trong servo HomeShopCNC. Tôi biết có một lý do tôi đã có những calipers khổng lồ lớn!
Được rồi, vì vậy các ròng rọc gần nhất cho các động cơ mà sẽ phù hợp với trục và công việc của tôi với một vành đai thời gian off-the-shelf mà không cần phải thay đổi các trục để trục khoảng cách hoặc sửa đổi các khung là những gì? Hóa ra SDP-SI có một máy tính nhỏ tiện lợi cho mục đích này. Nó đã không mất quá nhiều lừa xung quanh trước khi tôi đã tìm ra rằng một vành đai 72 răng (thay vì chứng khoán 70 đai răng) và 17 răng động cơ ròng rọc sẽ làm công việc. Tôi ra lệnh cho những từ SDP-SI với tổng chi phí khoảng $ 40. Không rẻ, nhưng đai là một nửa và làm 2 ròng rọc thời gian sẽ tiêu tốn rất nhiều thời gian mà tôi không thể chi tiêu ở những nơi khác.
Lưu ý sau khi thực tế (10/30/08): 72 đai răng không phù hợp, nhưng hoạt động một chiếc răng 75 tuyệt vời với sự kết hợp ròng rọc này.
Tỷ lệ giảm của tôi trên trục X và Y bây giờ sẽ là 48/17 hoặc khoảng 2,824: 1 thay vì 4: 1. Các bộ cổ IH đi kèm với 410 oz / trong servo nhưng tôi đang chạy 850 oz / in, vì vậy tôi nghi ngờ tôi sẽ chạy ngắn của mô-men xoắn. Tôi đang chạy 500 bộ mã hóa phân giải, nhưng họ đang ở trên các động cơ thay vì trên ballscrew như các bộ IH. Vì vậy, IH bánh răng giảm 4.000 bộ mã hóa CPR (Tôi suy ra được con số có độ phân giải 50/1000000 của họ, hmmm) 4:. 1 nhận được độ phân giải 4000/4 = 1000 số lượng mỗi cuộc cách mạng động cơ và 4000 số lượng mỗi độ phân giải ballscrew Dưới đây là một điều về điều này 50/1000000 tìm từ IH: không ai trong số các bộ mã hóa có khả năng từ Mỹ kỹ thuật số đến bất cứ nơi nào gần 4000 số lượng mỗi cuộc cách mạng. 1000 là cao nhất tôi có thể tìm thấy. Làm thế nào họ có thể nhận được đến 50/1000000 hình sau đó?Câu trả lời là không khó khăn như vậy, chúng tôi sử dụng đầu vào cầu phương mà cho chúng ta gấp 4 lần độ phân giải của encoder. Vì vậy, nếu sử dụng một IH 1000 số tiền mỗi cuộc cách mạng mã hóa trong chế độ cầu phương, họ nhận được 4000 số lượng mỗi cuộc cách mạng.
Giả sử tôi chạy 500 bộ mã hóa số của tôi trong chế độ cầu phương. Tôi đang chạy tương đương với 2000 * 2,824 = 2824 số lượng mỗi cuộc cách mạng ballscrew và 2000 số lượng mỗi cuộc cách mạng động cơ. Vì vậy, tôi xuất hiện có khoảng 70% của độ phân giải của bộ IH. Thay vì 50/1000000, tôi sẽ được ở 0,7 của một phần mười. Đó là vẫn còn khá tốt! Và lưu ý rằng đây là độ phân giải thực tế một bộ mã hóa có thể nhìn thấy và một ổ đĩa servo có thể làm điều gì đó về.
Cơ bước, bằng cách so sánh, được lệnh phải di chuyển một bước và phải chỉ là giả định các chuyển động riêng xảy ra. Để so sánh, chúng ta hãy nhìn vào Tormach, trong đó sử dụng động cơ bước thay vì servo. Tôi không tuyên bố một nhà máy là chính xác hơn so với khác, tôi chỉ tham gia một cái nhìn về cách những con số làm việc ra.
Tormach tuyên bố giải quyết một phần mười. Đó là định nghĩa là, "Các vị trí rời rạc di chuyển tối thiểu là 0.0001", đây là độ phân giải của chuyển động. "
điều này có thể có ý nghĩa gì nếu chúng tôi điều tra chặt chẽ? Với định nghĩa của họ, nó có nghĩa là 0,0001 "tương ứng với một bước tiến trên động cơ bước của họ. Một bước điển hình có 200 bước trong một vòng quay, để ngụ ý các bánh xe lửa từ bước chuyển động bàn là 1.000" / (200 * 0.0001 ") = 50: 1. đó là một mức giảm rất lớn, trên thực tế nó có vẻ quá lớn giảm IH là 4: 1. qua ròng rọc và một 5: 1 qua ballscrew, hoặc 20: 1
Tormach nói tốc độ ghềnh của họ là 65 ipm. Hãy cắm những con số về phía sau và xem những gì chúng tôi nhận được:
65 inch / 0.0001 "= 650.000 mười phần nghìn = 650.000 bước mỗi phút
650.000 bước mỗi phút / 200 bước mỗi cuộc cách mạng = 3250 rpm
Có lẽ họ có thể nhanh chóng máy khi chạy các động cơ bước tại 3250 rpm, nhưng có vẻ thực sự nhanh chóng cho một động cơ bước. Hầu hết trong số họ trong các loại hình phạm vi kích thước có một đỉnh cao mô-men xoắn thấp hơn nhiều hơn thế.Phân tích Thiết kế Tormach của nói về mô-men xoắn giảm đi nhanh chóng chỉ trong vài trăm rpm. Giả định của tôi sẽ là những "độ phân giải 0.0001 là không thể thực hiện được trong thực tế và được dựa trên một cái gì đó như vi bước (các Tordrive có 10x vi bước, ví dụ trong đó sẽ có nghĩa là phân chia tất cả mọi thứ bằng 10 nếu chúng ta đang nói microsteps). Nếu tôi đúng về vi bước, độ phân giải thực là giống như 0.001 ", đó là tốt, và hoàn toàn phù hợp với hiệu suất ghi của nhà máy.
Tại sao không vi bước đếm? Bởi vì bạn không thể duy trì mô-men xoắn đầy đủ trên một microstep trừ khi nó tương ứng với một bước đầy đủ. Họ phần lớn về khả năng tăng tốc mượt mà hơn và chuyển động nhiều hơn là về độ chính xác.
Tôi thích máy Tormach, BTW, tôi chỉ tò mò muốn làm việc thông qua các con số và xem những gì tôi có thể học hỏi.
Cập nhật vào Tormach
Tôi khẳng định một vài điều từ một số chủ Tormach trên CNCZone . Các Tormach ổ đĩa trực ballscrews không có giảm, và dẫn đầu trên ballscrews là giống như IH: 5 lượt vào inch. Vì vậy, tại ghềnh đầy, Tormach được làm 325 rpm như nghi ngờ. Và cũng như nghi ngờ, bạn phải giả 10x vi bước để có được độ phân giải 50/1000000. Sự hiểu biết của tôi là bạn không nên dựa vào microsteps cho độ phân giải tăng lên vì các mô-men xoắn là rất thấp. Đó hóa ra đã sai lầm. Có một loạt lớn các bài viết của Mariss F. trên CNCZone đó đặt nó tất cả ra ngoài. Các dài và ngắn hạn của nó là bạn có thể tận dụng lợi thế của lên đến 10x vi bước và vẫn còn có khoảng 70% mô-men xoắn và đầy đủ chính xác vị trí. Vì vậy Tormachs 50/1000000 khẳng định độ phân giải khá phòng thủ.
Bây giờ tất nhiên có những vấn đề khác mà ngăn chặn các máy từ được rằng chính xác nói chung, nhưng Tormach chỉ tuyên bố về 0.001 "chính xác, mà là rất hợp lý cung cấp cho bạn hệ thống chạy trong một cách mà mất không có các bước. Một hệ thống servo vẫn có tiềm năng để được chính xác hơn bởi vì nó có thể lấy lại phong độ sau khi thực tế. cho dù đó là acceptible hay không để ứng dụng của bạn là một câu hỏi hoàn toàn khác, tôi sẽ không đi sâu vào đây.
Nó đã được vui mừng khi thấy rằng toán học của tôi tất cả đã làm việc ra đúng với các dữ liệu thực tế trên Tormach rằng tôi không có quyền truy cập vào!
Bắt Closer: Mill Cột cài đặt
Với sự giúp đỡ của anh trai tôi và một tời cơ, chúng tôi đã nhận cột lên vào cơ sở. điều này chỉ nặng 275 lbs trước khi bạn đặt epoxy granite ở trong đó!

Bắt đầu để trông giống như một nhà máy bây giờ!
Cruel Teaser Phác thảo
Chỉ cần một trong những "gián điệp" hình ảnh của một chút gì đó tôi đang thiết kế:

Tò mò thế nào ngươi là hai loại khác nhau của người nắm giữ công cụ, eh?
Quá sớm để nói hơn nữa!
Nhà nước của Liên minh: One Shot Làm việc cho XY và X và Y là "Trên giá đỡ" l
Đã có khá nhiều tiến bộ Tôi đã chậm báo cáo, vì vậy đây là một bài bắt kịp trong hình ảnh không theo thứ tự:

X-Axis được lắp ráp và "trên khung" ...
Một bắn tra dầu cho các trục X và Y là bây giờ và chạy tốt. Giữa đường nối chồng và một trong những shot, tôi có thể thắt chặt các gibs chặt như họ có thể đi với một tua vít và các trục vẫn di chuyển như nhung bơ mịn ...

X-Axis là "On-đỡ" ...

Đây là trường hợp We Stand: One Shot Làm Great trên XY. Ballscrews và Chân đế được đặt trên XY
Bước tiếp theo: Gắn kết các cột. Tôi đã thực hiện một sự thay đổi từ các hướng IH của. Nếu bạn gắn kết các cột và sau đó cố gắng để cài đặt các ballscrew, rất khó để truy cập trên cùng của cột mà không có một bậc thang trừ khi máy của bạn nằm trên sàn. Vì vậy, tôi đặt tất cả mọi thứ tạm thời và sau đó tháo rời nó. Ngay sau khi tôi có thể nhận được anh tôi qua ngày của mình ra và chúng ta có thể khoan một Palăng, chúng tôi sẽ đặt cột lên. Các lỗ cho gắn ballscrew và servo đều khoan và khai thác, vì vậy nó cần được nhanh chóng. Sau đó, tôi cần phải:
- Plumb sự bôi dầu trục Z - lưu ý rằng có một ổ cắm cắm ở phía bên kia của bơm một shot cho rằng
- Thực hiện một tấm lắp cho bơm One Shot mà đi trong việc mở cửa cho các tay quay trên trục Z. Nó sẽ làm hai nhiệm vụ ngăn chặn tắt mở đó và gắn vào máy bơm.
- Gắn động cơ servo. động cơ khung NEMA34 của tôi phù hợp với dấu ngoặc IH tốt (yay!). Tôi cần phải nhìn vào những gì cần thiết để gắn kết các ròng rọc thời gian để các servo, tuy nhiên. Tôi cũng cần phải có được một bộ dây curoa từ IH.
- Gắn kết các công tắc giới hạn quang trên cả 3 trục.
- Tại thời điểm này, tôi sẽ có cơ đầy đủ về việc chuyển đổi và nó sẽ có thời gian để bắt đầu tìm kiếm vào các thiết bị điện tử.
Mọi việc đang đi gần đủ nó có thể là giá trị cố gắng để đẩy mạnh thông qua hoàn thành!
Ngày lao động Sears bán Lợi tức CNC Nội Đối với Mill
Tôi đã ra lệnh cho một hộp số Sears Gladiator Modular:

Bên trong là một nội các với 1 kệ trên slide. Tôi có kế hoạch lưu trữ những thứ nặng như các bảng quay, vises, tấm góc, và như thế trong nội các. Tôi sẽ được gắn hộp điện tử NEMA của tôi để các bên hoặc phía sau (chưa quyết định mà tôi như thế tốt hơn). Các máy tính và tất cả các thiết bị điện tử của nhà máy sẽ đi vào bên trong cái hộp NEMA. Tôi cũng sẽ đính kèm một cánh tay xoay để mang màn hình cảm ứng, bàn phím, và bất kỳ bảng điều khiển tôi gió lên xây dựng cho các nhà máy. Tôi có một vị trí trong các cửa hàng ngay bên cạnh nơi mà các nhà máy ngồi đó là hoàn hảo cho nội các cán nhỏ này. Có nên làm cho việc lắp đặt rất gọn gàng và chuyên nghiệp. Khi tôi đang làm cho tiến bộ lớn cài đặt ballscrews , nó sẽ không được lâu trước khi tôi cần phải chuyển sự chú ý của tôi để các mảnh thiết bị điện tử. Sau khi nhà máy đi vào hoạt động, tôi có thể nhận được siêng năng và làm cho một số kệ giữ công cụ cho tủ này quá.
Nhiều hơn Y-Axis làm việc: Passage Dầu Ballnut và đúc Cứu trợ cho du lịch tắm
Để cung cấp dầu vào cốc trên đỉnh gắn ballnut, tôi chỉ đơn giản là kết nối các đường rãnh bôi dầu vào cốc dùng một cái đục lạnh và một số khai thác nhẹ nhàng. Tôi chỉ phải đi khoảng 1/8 ", vì vậy nó không phải là khó để làm.
Các nghiệp Sở thích cài đặt hướng dẫn đề cập đến nó có thể là cần thiết để xay mặt dưới của casting để có được đầy đủ đi.Họ đúng - đó là một cản trở đi. Thay vì xay dưới, trong đó đặc biệt khó khăn để làm với đầy epoxy granite của tôi, tôi chỉ đơn giản là cắt ra khoảng 3/4 "nhiều hơn về việc mở. Điều này hoạt động tuyệt vời và mang lại tất cả các chuyến du lịch, bạn có thể sử dụng không có sự can thiệp.
Xong Up New Y-Ballnut Núi
Ở đây là:

Các trung tâm lỗ ltitle giọt dầu vào ballscrew qua một lỗ hổng trong cách trên ...
Chỉ trong thời gian để bắt đầu cài đặt Kit: Chúng tôi "Trên giá đỡ" cho Y-Axis!

Rất bắt mắt tìm kiếm, eh?
FWIW, tôi đã xuống các phép đo của tất cả 3 ballscrews. Họ 0,2 "mỗi cuộc cách mạng, 0,75" đường kính, và độ dài là:
X-Axis: 44 "
Y-Axis: 28 ":
Z-Axis: 36 "
Xây dựng mới Y-Ballnut Núi
Những tiến bộ nhanh chóng trong một thời gian ngắn trên này Y-Ballnut núi :

Việc gắn kết nhà máy bị treo ra rìa và bạn bị mất 2 bu lông. gắn kết mới của tôi có tất cả 4 bu lông để giữ ballnut ...

Chỉ cần luồng nó đã hoàn thành và nó phù hợp!
Xong Khai thác và Cross khoan các Passages dầu cho One Shot
Chỉ cần trở lại từ vaca và đã có một vài giờ trong cửa hàng, vì vậy tôi đã làm các trục X ngày hôm nay.
Khai thác và Cross Khoan các Passages dầu cho One Shot
Xem các trang một shot để biết thêm chi tiết!

Khai thác Z-trục ...

Hội Chữ thập khoan ...
Z-Axis Ballnut Bracket Hoàn (Hầu như)
Thông tin chi tiết trên trang web. Dưới đây là các ballnut hơi say trên núi mới được luồng:

Phù hợp như một chiếc găng tay!
Xong Epoxy Granite Điền Xung quanh cột bolt ống trên IH Mill của tôi
Chỉ cần chắc chắn rằng tôi đã rồ ga lên để đi làm việc trên máy sáng nay tôi xem một loạt các video CNC trên CNCZone . Sau đó, tôi đã đi xuống, mặc găng tay nitrile của tôi, và đã trở lại để làm bánh bùn epoxy granite của tôi:

Điền vào các khoang thông qua các khe hẹp được dễ dàng nhất với một muỗng kem giá rẻ tôi mua tại các cửa hàng phần cứng cho $ 4 ...

Tôi lấp đầy khoảng 1/2 "từ phía trên cùng của đường ống, và sau đó tôi chuyển sang một hỗn hợp cát tinh khiết để đảm bảo đầu là miễn phí của các cạnh đá bám lên ...
Chuẩn bị cho cột Đổ
Kể từ khi nhận một công việc mới trong tháng tôi đã bị trói trong hơn một tháng trước khi tôi có thể trở lại làm việc CNC của tôi. Tôi cũng đã phải kết thúc nhỏ của tôi động cơ hơi nước xây dựng đội ngũ. Tôi đã có thể khắc ra một ít thời gian hơn này lần thứ tư của tháng bảy cuối tuần ba ngày có chút tiến triển. Tôi đã cơ bản epoxied một đĩa cơ bản vào đáy của cột cùng với một đường ống cung cấp một bore cho bolt cột lớn để đi qua:

Sức căng bề mặt công trình độc đáo để cho tôi áp dụng một số tiền hợp lý của epoxy. Tôi chỉ muốn đủ để giữ ống vững chắc để khi tôi lật cột trên đầu thêm E / G hỗn hợp từ phía trên nó sẽ không phá vỡ lỏng lẻo. Tôi sẽ để chữa bệnh này cả tuần và sau đó hy vọng giải quyết các cột điền vào cuối tuần tới. Tôi đã quyết định không để điền vào các cột tất cả các con đường lên. Sự sắp xếp này sẽ điền vào đáy 10 "hay như vậy và cần thêm giảm chấn đáng kể mà không có trong bất kỳ cách nào là một vấn đề giải phóng mặt bằng. Tôi nghĩ rằng điều này sẽ thực sự giúp các nhà máy để thực hiện tốt hơn để có nhiều thêm khối làm giảm này trong các giao lộ quan trọng giữa các cơ sở và các cột. nhiều hơn sẽ tốt hơn, nhưng tôi lo lắng để có được trên với phần còn lại của việc chuyển đổi CNC và có rất nhiều việc phải làm!
Hockey Puck Feet San lấp mặt bằng trên Mill
Tôi đã hoàn thành dự án này một vài tuần trước nhưng đã không nhận được pix đăng. Thông tin chi tiết trên trang mô tả các quá trình (di chuyển nó ở trong đó!) , Nhưng họ đã ra thực sự gọn gàng:

Mua một Set của Servo và Gecko Drives từ HomeShopCNC
Sau khi đọc một lưu ý gửi đến cho tôi bởi Peter Tsukamoto , tôi đã truyền cảm hứng để có một bước của một số loại trên máy để di chuyển về phía trước chuyển đổi này. Peter bắt đầu với một máy tiện Unimat 30 năm trước đây và hiện nay anh đang sở hữu một cửa hàng máy đầy đủ ở Hawaii. Guys như thế luôn là một nguồn cảm hứng cho tôi, vì vậy tôi cố gắng lắng nghe một cách cẩn thận khi họ có một số lời khuyên cho tôi. Nói cách Phêrô:
Xem nếu bạn có thể nhận được máy CNC của bạn sẽ là một ưu tiên. Nó sẽ mở ra triển vọng mới trong một cách mà bạn không thể tin được. Nó sẽ tăng tốc bất kỳ dự án bạn làm việc trên. Làm cho họ cách thú vị hơn nữa.
Ông đã làm cho rất nhiều ý nghĩa đó. Mỗi lần tôi thực hiện một hoạt động gia công bằng tay trên máy tiện hoặc máy của tôi, tôi suy nghĩ về những gì tương đương CNC sẽ được. Trong hầu hết mọi trường hợp tôi có thể thực hiện công việc nhanh hơn, dễ dàng hơn, và thường tốt hơn với CNC. Có một lý do phải mất công như vũ bão năm trước!
Một vài điều đã được nắm giữ lên sự tiến bộ của tôi. Trước tiên, tôi đã dành một lượng thời gian gần đây trên một đội hơi động cơ xây dựng đã tham gia tạo ra một số dụng cụ và một số thứ khác. Các vấn đề khác mà đã đau buồn cho tôi là tôi đã đặt không đúng chỗ các bộ chuyển đổi công nghiệp Sở thích CNC ở đâu đó trong ngôi nhà của tôi. Tôi đã tìm kiếm nó đi và về cho ngày, và số lượng những nơi nó có thể được đã được thu nhỏ. Sau khi trải qua 45 phút trong nhà để xe chuyển những thứ xung quanh và kiểm tra mọi nơi ẩn náu cuối cùng có thể bên dưới tất cả những rác, hoảng loạn thực sự thiết lập trong Sherlock Holmes. Trích tóm lược của Conan Doyle, khi bạn đã loại bỏ tất cả các possibles, bạn phải bắt đầu xem xét các impossibles. Cuối cùng tôi phát hiện ra rằng các con tôi đã ép hai hộp vào dịch vụ để tạo ra một đế cho máy Karaoke của họ.Họ được giấu bên dưới một khăn trải bàn màu đen để làm cho nó thậm chí còn khó khăn hơn. Tôi thở phào nhẹ nhõm hùng mạnh sau khi phát hiện ra điều đó!
Vì vậy, sau khi đặt các thành phần, tôi quyết định đi bước nữa và ra lệnh lập một bộ servo và ổ đĩa từ HomeShopCNC . Tôi cũng nhìn Keling như một nguồn khác. HomeShopCNC chỉ là hơi rẻ hơn trên ổ đĩa Gecko, và tôi thích những nơi ở anodized tiện lợi cho các bộ mã hóa:

Tôi thích nhà anodized tiện lợi cho các bộ mã hóa ...
Đây là 850 oz trong servo, và Keling đã có một mô hình lớn hơn ở một 1125 oz con số khổng lồ trong. Tại sao không chỉ mua lớn hơn-là-tốt hơn kế hoạch? Vâng, bởi vì có sự đánh đổi thương mại. Nó đáng chú ý là các bộ IH CNC tiêu chuẩn đi kèm với 410 oz trên X / Y trục và 648 trên Z - mà đứng đầu nhà máy là nặng! kit nhiệm vụ nặng nề của họ có vẻ với tôi như là hàng thay thế Z servo lớn trên X / Y rìu. Dù bằng cách nào, tôi nên tốt với 850 oz. Bây giờ đây là chà. Các lớn Kelling 1125 oz trong servo đỉnh tại 3200 rpm trong khi của 850 Tôi có bạn có khả năng 4200 rpm. Tôi không biết nếu tôi có bao giờ được sử dụng rpm để tăng thêm ghềnh của tôi hay không, nhưng servo lớn thường chậm hơn và điều này cũng đúng của động cơ bước. Tôi nghĩ rằng những của 850 sẽ là một sự thỏa hiệp tốt và họ sẽ cung cấp cho tôi một số phòng thí nghiệm về thức ăn và tốc độ của tôi. Nếu Z mang lại cho tôi bất kỳ rắc rối tôi con tôi có thể xây dựng một hệ thống counterweighting với một số khí đốt lò xo và triệt để giảm lực cần thiết ở đó quá.
Trong khi tôi đang nói về lựa chọn thay thế, tôi nên đề cập đến mà tôi đã làm một số nghiêm trọng nhìn xung quanh cho một thay thế cho các ổ đĩa Gecko. Tại sao? Dịch vụ chăm sóc khách hàng. Đó là đã nhận đến như là một bất ngờ vì Gecko có một số các dịch vụ khách hàng uy tín nhất trong ngành công nghiệp. Vấn đề là, tôi chạy afoul của một trong những ví dụ truy cập đó. GRex của tôi cho tôi dự án máy tiện CNC đã là một thảm họa. Tin tốt: nó rất dễ dàng để có được nó làm việc, và tôi thích ý tưởng không dựa trên cổng song song. Về lý thuyết, nó có thể tiết kiệm cho tôi rất nhiều rắc rối, đặc biệt là kể từ khi tôi đã hình dung ra một bảng điều khiển ưa thích cho nó. Thực tế? Thiết bị này đã không bao giờ sống đến lời hứa ban đầu của nó. Nó đã mọc răng rắc rối ngay từ đầu, và phần lớn đã không bao giờ gạt cố định. Có vấn đề với profiling 3D trên máy mà làm cho nó một giải pháp vấn đề đó, và các thiết bị không hỗ trợ chỉ mục trục trên máy tiện, đó là một yêu cầu cho luồng. Máy tiện mà không thể sợi gì tốt là? Nhiều lời hứa đã được thực hiện theo thời gian về việc này được cố định, và chúng tôi đang nói chuyện với một khoảng thời gian năm. Thật không may, nó chưa bao giờ gay gắt ra. Gecko đổ lỗi cho firmware và nói nó không phải là lỗi của họ. Tôi nghĩ đó là ngớ ngẩn, và chắc chắn nó không phải là câu chuyện ngay từ đầu. Tôi gửi Mariss một lưu ý cung cấp thương mại GRex hoàn hảo nhất của mình cho một bộ 3 của ổ đĩa servo giá rẻ nhất của mình (kết hợp thấp hơn so với chi phí GRex), và giải thích vấn đề của tôi với GRex. Tôi thậm chí không bao giờ có một phản ứng trở lại từ Gecko.Đó chỉ là không phục vụ khách hàng tốt trong cuốn sách của tôi, mặc dù danh tiếng xuất sắc của họ.
Vì vậy, làm thế nào tôi gió lên mua một bộ ổ Gecko không? Dưới đây là những chà - người khác đang có? Rutex là trong một trạng thái kỳ lạ. Cha mẹ là người Úc, và các nhà thiết kế đã biến mất ở đó cuối cùng tôi nghe. Báo cáo khác nhau về việc liệu các bảng có thể được nhận ở đây mặc dù các nhà phân phối Mỹ nói có. Điều cuối cùng tôi muốn nói đến ở là một tình huống kỳ lạ với một trong những bảng dù Rutex có rất nhiều lợi thế hơn các tắc kè trên giấy, và có chắc chắn là những người thề của họ. Tôi cũng nhìn vào gia đình UHU của ổ đĩa servo . Những xem xét để được xuất sắc, nhưng cho đến nay họ hoặc là hết sức tốn kém nếu bạn mua một cái đã được xây dựng, hoặc bạn đối phó với chuẩn bị cùng một bộ. Thành thật mà nói, tôi đã bị cám dỗ để đi các tuyến đường bộ dù sao, chỉ để tránh Gecko. Tôi thích xây dựng thiết bị điện tử và tôi khá tốt ở đó. Vấn đề là, những lời Phêrô giữ cằn nhằn tôi. Làm thế nào nhiều nó sẽ thiết lập lại chuyển đổi của tôi phải xây dựng và ban debug 3 bộ điều khiển servo? Vì vậy, tôi có tắc kè. Họ là rẻ khi mua bằng servos anyway.
Tuy nhiên, nó sẽ không mất nhiều để có được tôi để mua một cái gì đó từ người khác. Tôi đoán đó là sức mạnh của dịch vụ khách hàng. Với danh tiếng của mình, tôi không thể hiểu tại sao Mariss sẽ không làm điều gì đó cho tôi. Oh well, tôi chắc chắn hy vọng những trình điều khiển mới là hoàn hảo hay tôi sẽ xây dựng các bảng UHU.
Tôi sẽ cập nhật của tôi để làm danh sách cho các nhà máy đến một mức độ mịn của chi tiết, kết thúc mà Team Build, và sau đó cố gắng để xem có bao nhiêu tiến bộ tôi có thể thực hiện trên các chuyển đổi nhà máy.
Mua một Toroidal Transformer cho Servo Power Supply Hôm nay
Tôi có kế hoạch để xây dựng một nguồn cung cấp điện DC tương tự như tôi đã làm cho máy tiện của tôi để chạy các servo.Tôi mua một máy biến áp hình xuyến mang 67V, 1KVA (1000 watt) từ Antek ngoài eBay hôm nay cho $ 100. Đó là một mức giá tốt và tôi đã xử lý với Antek trong quá khứ. Bạn không cần phải sử dụng một toroid, nhưng chúng hơi hiệu quả hơn so với một máy biến áp thông thường.
Khi tôi nhận được thực hiện làm việc trên các bộ phận động cơ hơi nước cho xây dựng đội ngũ của tôi, nhà máy sẽ được miễn phí một lần nữa và tôi có kế hoạch để bắt đầu xây dựng các thiết bị điện tử, vì vậy tôi muốn chắc chắn để có những phần trên tay nếu họ trở thành có sẵn với giá rẻ.
Epoxy Granite Mud Pie thử Đã thành công
Dưới đây là những gì chúng tôi đã nhận vào sáng hôm sau:


Thử nghiệm đã thành công!
Các thử nghiệm đã thành công. Việc tổng hợp được embeded trong epoxy. Sên mất một ấn tượng rất chính xác từ ly - bạn thậm chí có thể nhìn thấy các vết trầy xước làm trong nhựa bằng các cạnh sắc nét của sỏi được faitfully sao chép. Tôi nghi ngờ tạo ra một bề mặt có độ chính xác trong các tài liệu này là dễ dàng nếu bạn có một khuôn chính xác. Các tài liệu phát hành một cách dễ dàng từ cốc nhựa - chỉ là một vài rap mạnh trên bàn làm việc và nó rơi ra ngay. Các bộ phận xấu xí đang ở giao diện máy epoxy từ phía trên cùng của chén. Có những cách tiếp cận khác nhau để loại bỏ các bong bóng không khí, nhưng nó không có vẻ như có rất nhiều bong bóng bị mắc kẹt trong các vật liệu từ quá trình trộn - chúng đều ở đầu trang. Một đường chuyền qua nhanh chóng với một khẩu súng nhiệt được đồn đại là các trick nhanh để thoát khỏi những người.
Tại thời điểm này, tôi không thể nhìn thấy nhiều điểm trong monkeying với thành công. Nó có thể là một epoxy công thức 10% sẽ tốt hơn, nhưng điều này sẽ chỉ làm việc tốt cho dự án này. Tôi có kế hoạch để giữ Epoxy Granite trong tâm trí cho các dự án khác. Tôi hiểu nó thiết lập với độ chính xác 0.001 "trên đầu nếu bạn thoát khỏi bong bóng, vì vậy bạn có thể làm cho một tấm bề mặt từ nó.
Làm Epoxy Granite Pies Mud
Tôi đặt cùng một loạt thử nghiệm của E / G sau khi thử nghiệm với tỷ lệ cát và hỗn hợp sỏi khác nhau. Đó là một chiếc bánh bùn:

Hỗn hợp tôi đến vết thương bằng cách sử dụng các tỷ lệ trọng lượng với nhựa epoxy:
62% sỏi
23% cát
14% nhựa epoxy
Điều đó đã làm việc ra khá nguyền rủa tốt nếu tôi nói như vậy bản thân mình như tôi đã chụp cho một ít dưới 15% nhựa epoxy theo trọng lượng. Xét về khối lượng, điều này là 1/8 + 1/4 + 1/3 chén sỏi, 1/4 chén cát, và 1 1/2 máy bơm mỗi nhựa và chất làm cứng. Từ cái nhìn của nó, tôi đã có thể giảm hàm lượng nhựa epoxy hơi. Tại một thời điểm nó có vẻ khô, nhưng như tôi đã giữ khuấy và nhận được tất cả các tổng bọc nó bật lỏng một lần nữa và cuộc sống là tốt. Chúng tôi sẽ xem làm thế nào nó quay ra vào ngày mai sau khi đã chữa khỏi qua đêm. Nếu thử nghiệm thành công, đây sẽ là một điều khá dễ dàng để làm!
Bắt đầu làm việc trên Epoxy Granite Điền cho cơ sở
Tôi sẽ điền vào các cơ sở với Epoxy Granite để tăng độ cứng dyname. Kiểm tra Epoxy Điền trang cho đầy đủ chi tiết, nhưng ở đây là hệ thống ngăn chặn:

Tấm kim loại và thép ống sẽ giữ epoxy giới hạn nơi mà nó thuộc mà không dán dính mọi thứ khác lên!
Dầu rãnh Hoàn thành
Tôi có những cách trục X và Y có rãnh (thêm chi tiết về một shot vô dầu hệ thống trang ):

Y-trục ...

X-trục ...
Bắt đầu cài đặt One Shot Bôi dầu hệ thống: Z-Axis Modifications
Tôi đã bắt đầu với tôi một shot vô dầu sytsem bằng cách cắt các đường rãnh phân phối dầu trong Z-slide. Nó hoạt động tốt!

Tôi đã thử nó ra ngoài và có một phân phối còn tuyệt vời qua những cách ...
Và tôi đã hoàn thành mods cứng Z-trục. Tiếp theo, tôi sẽ cần phải làm các mods Z-trục ballscrew lắp.
Bắt đầu Sửa đổi các trục Z
Có một nguồn quan trọng của slop trong trục Z mà đòi hỏi một sự thay đổi. Đây là khung gắn slide trục Z đến leadscrew.khung này chỉ là một sự phù hợp trượt đến Z-trục, do đó có một số lượng nhỏ các dốc mà chúng ta muốn làm gì đi với. Việc sửa đổi được mô tả trên trang web công nghiệp Sở thích, và có thể được thực hiện gần như bất kỳ máy RF-45. Nó liên quan đến việc tạo ra một ống lót mới có một vai trên đó để bạn có thể bo tròn nó xuống và bóp yên Z-trục giữa vai và khung leadscrew.
Bạn có thể kiểm tra sự tiến bộ của tôi với Z-trục này mod cũng như thích ứng khung cho ballscrew trên của tôi trang mod Z-trục .

Dưới đây là người đứng đầu nhàm chán lấy đà để cắt vai mà ...
Lapping Kết thúc!
Tôi hoàn thành đa dạng của tất cả các cách ngày hôm qua. Phần khó nhất là vật lộn các thành phần nặng xung quanh. Tôi đã làm việc Y-Axis của bản thân mình, nhưng nói chuyện anh trai tôi ra đời trên tay cho các bảng và cột. Như chúng ta đã hoàn thành mỗi trục, tôi hoàn toàn làm sạch trục với dầu hỏa, áp dụng bôi trơn cách hào phóng, điều chỉnh các gibs cho đến khi chặt như tôi có thể nhận được chuyển động trơn tru bằng tay và sau đó kiểm tra ra những cảm nhận của các trục. Trong mỗi trường hợp, chúng tôi có chuyển động rất trơn tru với duy nhất một chỗ kín rất nhẹ trên trục X. Sự khác biệt về độ mịn so với trước khi có thể nối chồng là như ngày và đêm. Tôi phải suy nghĩ này sẽ cho kết quả hoạt động tốt hơn khi tôi nhận được máy buttoned lên.
Dưới đây là hai trục còn lại ngay sau khi chúng tôi hoàn thành công việc:

Y-Axis được ghép chồng!
Tôi hoàn thành việc nối chồng trên trục Y ngày hôm nay. Tôi đã được tất cả các thiết lập từ ngày hôm qua và chỉ cần đi qua 220, 320, và 500 bột kiều mạch. Tất cả đã nói nó mất khoảng 40 phút. Dưới đây là một số hình ảnh của sự kiện:

Các cơ sở nhà máy được thiết lập trên máy đứng IH theo hướng dẫn của họ. Bảng thang máy (một số người gọi nó là bảng die) bên phải là điều cần thiết khi di chuyển các thứ nặng xung quanh cửa hàng. Tôi sử dụng nó để có được cơ sở mà lên trên đứng, và hiện nay nó như bảng bên cạnh tôi ...

Dưới đây là những cách sau khi hai bột kiều mạch đầu tiên: 80 và 120. vết cắt vẫn còn rất có thể nhìn thấy từ quá trình sản xuất. Chúng tôi đang vỗ để làm thon chúng xuống để những cách có ma sát ít hơn ...

Chúng tôi áp dụng dầu hỏa để những cách thức và sau đó một nhúm hoặc hai grit. Sau đó, yên xe được đặt trên những cách thức và vuốt lưng và ra số lượng cần thiết của thời gian cho phép cho ít nhất 50% nhô ra ở mỗi đầu của du lịch ...

Sau khi hoàn thành một hoạt động với một grit Đặc biệt, một dư lượng nhão màu xám được bỏ lại phía sau. Nó bao gồm grit và mặt đất tắt tài liệu cách (gang). Tôi cố gắng để làm sạch nó cho đến khi một chiếc khăn giấy nhặt dư lượng không nhiều để không làm ô nhiễm bột kiều mạch sau đó với grit thô cũ ...

nhìn một chút kỹ hơn về dán. Lưu ý chúng tôi không nhận được quyền lên chống lại sự khôn đúng quá tốt. Đó là beacuse này vẫn là 220 và tôi đã chỉ bắt đầu đưa các gib trong thời điểm này. Đó là một lần nữa theo hướng dẫn IH ...

Và đây là nơi mà chúng tôi đã đến sau khi grit thức. Hiện vẫn còn một số dấu cắt và một số độ xốp có thể nhìn thấy, nhưng đó là cách tốt hơn so với các hình ảnh lên trên, chúng ta bắt đầu từ đâu. Đó là những gì chúng tôi đang tìm kiếm!
Và, như IH nói, chúng ta sẽ không cố gắng để loại bỏ tất cả các dấu công cụ cuối cùng. Để làm như vậy là để mời đi quá xa và có thể ảnh hưởng đến trueness đường. Đây là một sự thỏa hiệp đủ. Những gì tôi nghĩ rằng sẽ thực sự giúp đỡ là buộc những cách mượt mà mới với một bắn tàu chở dầu của tôi, mà sẽ đảm bảo lubing nhiều phù hợp hơn tôi đã có trong quá khứ.
Một điều bạn chú ý đó là những cách có được mịn hơn khi bạn đi qua bột kiều mạch. Bạn có thể cảm thấy điều này rất dễ dàng như bạn đang vuốt ve một phần qua lại. Nó là đặc biệt rõ ràng khi bạn chèn gib, chạy một chút tại 220 grit với gib lỏng lẻo, và sau đó là cuối cùng có thể thắt chặt các gib và vẫn nhận được chuyển động trơn tru. Tôi nghi ngờ rất nhiều, tôi có thể đã chuyển yên với gib trong và thắt chặt và không có gì nhưng dầu hỏa như một chất bôi trơn trước khi tôi bắt đầu quá trình này!
Quá trình chuyển đổi bắt đầu ngày hôm nay. máy IH thứ hai của tôi đã được ngồi trên kệ cho một ít hơn một năm, và tôi quyết định cuối cùng có được đi vào công việc chuyển đổi. May mắn thay, các nhà máy đã được tháo rời trước khi được đưa đi để lưu trữ. Không kém may mắn thay, tôi đã áp dụng một điều trị thuốc ức chế rỉ sét Break-miễn phí cho tất cả các bề mặt kim loại trần, vì vậy không có gỉ để nói chuyện có thể nhìn thấy bất cứ nơi nào.
Tại sao Lập và nó có nguy hiểm cho máy chính xác?
Bước đầu tiên trong quá trình được vỗ cách. Tôi bắt đầu ở đây vì điểm dừng tiếp theo của tôi sẽ được cài đặt một hệ thống bôi dầu một shot và điền một số đúc epoxy granite để giúp làm giảm và cứng lại chúng. Tôi không muốn một đoạn dầu bắn để có được grit trong họ, vì vậy tôi cần phải hoàn thành vỗ trước khi tôi bắt đầu công việc đó.
Lapping là một chủ đề gây nhiều tranh cãi đã được nóng bỏng gây tranh cãi bởi nhiều một quarterback ghế bành trên các diễn đàn máy móc khác nhau. Vì lý do đó, tôi muốn dừng lại ở đây và thảo luận về lý do tại sao tôi đang vỗ cách nhà máy của tôi.
Đầu tiên và trước hết, tôi làm việc đó bởi vì sau khi xem xét thảo luận với Aaron Moss (chủ sở hữu ban đầu của công nghiệp Sở thích và có khả năng chuyên gia hàng đầu thế giới về các nhà máy) tôi đang làm theo lời khuyên của ông. Aaron đã liếm nhiều nhà máy Trung Quốc và thề nó luôn luôn là một sự cải tiến. Những lý do có hai mặt. Có một giảm ma sát trong những cách giúp giảm thanh trượt và làm cho các chuyển động mượt mà hơn. Lý do thứ hai là độ mịn mới được phát hiện này cho phép các máy phải được chạy với gibs chặt hơn. Kết quả là một máy chính xác hơn và chặt chẽ hơn. Dù chúng ta có thể hy sinh trong trueness cuối cùng trong những cách được nhiều hơn làm cho bằng chuyển động mượt mà và gibs chặt hơn. Tôi tin tưởng Aaron hoàn toàn về điều này, và ông đã có kinh nghiệm để trở lại nó lên.
Lý do thứ hai là tôi nhìn vào chỉ có bao nhiêu thiệt hại có thể nối chồng có thể làm gì để những cách chỉ để tôi có thể ngủ ngon hơn vào ban đêm. Những khó khăn mà cuộc thảo luận này luôn đặt ra là vỗ chí bởi bản chất của nó giảm độ chính xác trong những cách, làm cho họ làm tròn chứ không phải là sự thật.
Tôi đã làm một số nghiên cứu trên Internet trong một nỗ lực để xác định số lượng bao nhiêu tài liệu quá trình mài nghiền có thể được loại bỏ, và do đó có bao nhiêu thiếu chính xác có thể được gây ra bởi quá trình này. Một nguồn tin cho biết rằng một thủ tục có thể nối chồng điển hình sẽ loại bỏ 0.0002 "- 0.0005" của vật liệu. một bài viết nhận thấy tỷ lệ trung bình của loại bỏ vật liệu sử dụng kim cương cắt ghép (nhiều hơn tích cực hơn so với các oxit nhôm đơn giản mà Aaron Moss khuyến cáo cách vỗ) là 0,0004 mm / phút = 0,000029 "/ phút. Lưu ý rằng hai tài liệu tham khảo những liên quan đến sử dụng máy vỗ và điều kiện tối ưu cho gần cắt bỏ vật liệu tối đa.
Hãy một thời gian ngắn xem xét lịch trình vỗ đề xuất bởi công nghiệp Sở thích:
cát
Strokes
80 20 - 30
120 40 - 50
220 40 - 50
320 40 - 50
500 40 - 50
Khi so sánh lịch trình này với giá cắt bỏ vật liệu được công bố, chúng ta hãy giả vỗ có thể tiến hành tại tương đương với 1 đột quỵ mỗi 2 giây. Về bản chất, chúng ta sau đó nói về 230 đột quỵ là tương đương với ít hơn 10 phút vỗ trên một máy. Kể từ bột kiều mạch được làm mịn dần dần, nó có lẽ là tương đương với hơn một nửa so với trung bình, nhưng ngay cả khi chúng tôi đã đi vào nó cho một đầy đủ 1 giờ vật liệu bị loại bỏ sẽ là 0,0017 "trong trường hợp tồi tệ nhất tuyệt đối. Tại 10 phút, chúng tôi lại nhìn vào khoảng 3/10. tôi đoán rằng nó có nhiều khả năng là cách ít hơn một nửa hoặc thậm chí một phần tư càng nhiều kể từ khi phương pháp này để có thể nối chồng không phải là sẽ tạo ra tỷ lệ cắt bỏ vật liệu tối ưu. trong ngắn, vật liệu loại bỏ trong các phạm vi này có vẻ nhiều hơn có khả năng ảnh hưởng đến bề mặt (và do đó ma sát) so với độ chính xác cơ bản của máng trượt.
Trong thực tế, có một thuật ngữ kỹ thuật cho việc sử dụng vỗ để cải thiện sự phù hợp giữa hai thành phần đó được gọi là cân bằng tỷ vỗ. Để củng cố thêm những trường hợp đó là những gì chúng tôi đang làm khi vỗ cách, một sử dụng một vòng khó tránh nhúng của bột kiều mạch trong công việc này. Lapping để thay đổi hình dạng của một cái gì đó được gọi là hình thức vỗ.Thật khó có thể hình dung ra rằng hầu hết các máy công cụ châu Á hoặc các công cụ phương Tây đã sử dụng có sẵn với một độ chính xác đủ tuyệt vời, nơi có thể nối chồng cân bằng như vậy đặt ra một mối đe dọa nghiêm trọng. Để biết thêm thông tin về nối chồng tham khảo trang web công nghiệp Sở thích .
Và bằng tất cả các phương tiện, hãy làm theo lương tâm của mình về vấn đề liệu để lap cách của bạn hoặc để lại cho họ một mình trên một máy RF-45. Quan trọng hơn, các nhà máy mô hình IH mới nhất có những cách mặt đất một cách cẩn thận hơn, do đó không còn là một nhu cầu vỗ về các nhà máy.
Quá trình chuyển đổi CNC: RF-45 Máy Phay phần 2
Tôi làm theo các hướng vỗ trên trang web công nghiệp Sở thích để thư. Tối nay tôi bắt đầu với Y-trục. Tôi đã có thể đi qua hai bột kiều mạch đầu tiên, 80 và 120, trong khoảng 1 giờ. Điều này bao gồm thiết lập ban đầu, kéo phần nhà máy ra khỏi kho, đặt chúng lên trên một bảng, và thực tế vỗ chính nó.
Bản thân tác phẩm cực kỳ đơn giản. Tôi tưới cách với dầu hỏa để hoạt động như một chất bôi trơn. Tiếp theo tôi rắc một nhúm grit thích hợp (xem bảng chỉ trên) vào mỗi bên. Cuối cùng, tôi cài đặt các phần khớp và đột quỵ nó đầy đủ chiều dài của du lịch cộng thêm 50% nhô ra số quy định của thời gian. Tôi cố gắng để làm điều này thông suốt và ổn định trong khi vẫn giữ cách tiếp xúc trên mặt mà không gib. Ban đầu, chúng tôi đang nói đến đi mà không có gib và lap nó một cách riêng biệt. Khi tôi nhận được đến 220 grit, nó sẽ có thời gian để cài đặt các gibs và đi từ đó.
Vào lúc kết thúc của hai kiều mạch này, những cách đã chú ý mượt mà. Họ đã có một số rặng núi không giống như một tập tin khi tôi bắt đầu và chúng được tất cả, nhưng đi sau khi hai bột kiều mạch đầu tiên. Càng xa càng tốt!
Quá trình chuyển đổi chuyển đổi cnc:rf-45 máy phay phần 1
bài đăng hay lắm
Trả lờiXóa