
Gần đây tôi đã nhận của tôi Trang chủ Công tắc đi và quyết định đi trước và cho phép họ hoạt động như giới hạn chuyển quá.Đó là khi tôi nhận ra bao nhiêu tiếng ồn có trên các dòng. Tôi đã nhận được một lỗi giới hạn cho không từ tiếng ồn về mỗi 2-3 phút. Đừng lo, tôi đã làm những gì tôi nên làm để bắt đầu và căn cứ các lá bên trong cáp của tôi để các tủ điện CNC qua cổng kết nối của họ. Tiếng ồn ra đi ngay lập tức và đời sống đã được tốt kể từ đó.
Nếu bạn không nghĩ rằng bạn có nhiều tiếng ồn trong hệ thống của bạn , có lẽ bởi vì bạn không có một cách để kiểm tra? Mặt đất cáp ở cuối nội các thiết bị điện tử (không phải là máy kết thúc, có thể tạo ra các vòng mặt đất).
Người dùng Mach3: Làm cho tất cả các gia tốc của bạn có giống nhau trên Axes của bạn!
Tôi phát hiện ra đây là một vấn đề trong khi làm vũ khí khai thác của tôi. Do tốc độ cao của thức ăn chăn nuôi (50 IPM) và một số thay đổi đột ngột của hướng đi theo các hồ sơ, tôi đã không thực sự gặp vấn đề trước. Tôi đã nghe nói về một cá nhân có một vấn đề với điều chỉnh động cơ cực kỳ khác nhau trên một đầu gối so với X và Y trục. Nó đã được nói rằng đây là một lỗi trong Mach.
Trong mọi trường hợp, khi tôi phát hiện sớm trong gia công của tôi trong những cánh tay trục, nó không phải là một ý tưởng tốt để có gia tốc khác nhau trên hai trục. Tôi sẽ không nhận thấy nó đã không được cho dịu lại tăng tốc phần cứng trên trục X vì nó là đứt gãy quá nhiều khi tôi chạy với hai 6 "vises trên bàn. Tôi giảm tăng tốc phần cứng trục X để phù hợp với Z và quên về nó. điều này công việc mới nhất thực hiện một cánh tay khai thác nhắc nhở tôi trong thời gian ngắn mà một cái gì đó cần chăm sóc cho.
Nó có vẻ kỳ lạ với tôi rằng Mach3 không tài khoản cho điều này, và nó phải được phân loại như là một lỗi. quỹ đạo kế hoạch của Mach sẽ có thể dàn dựng đúng một động thái phối hợp giữa các n-trục với một gia tốc khác nhau và vận tốc đầu trên mỗi.Nếu không có gì khác, thuật toán lười biếng sẽ chỉ đơn giản là hạn chế tất cả các trục phối hợp để tăng tốc nhất và tốc độ của bất kỳ trục tham gia vào thời điểm đó.
Trong mọi trường hợp, nếu bạn nghĩ rằng bạn đang làm cho mình một ưu bởi việc tìm kiếm phong bì hiệu suất tối đa của mỗi trục, bạn có thể trong thực tế có thể làm ngược lại cho đến Mach học để đối phó với nó tốt hơn.
BTW, các triệu chứng sẽ là công cụ sau con đường sự phối hợp hành động trong một cách rất cẩu thả. Đi quanh điểm Pivot trên khối xoay cánh tay cách khai thác nó là đau đớn rõ ràng cho một cái gì đó bằng mắt thường đã sai - không calipers hoặc micromet cần thiết.
The X-Switch với nắp ra để bạn có thể xem làm thế nào nó hoạt động ...
Máy chỉnh như bảo dưỡng phòng ngừa
Tôi thích fiddle một chút với máy của tôi tất cả bây giờ và một lần nữa để chắc chắn rằng họ đang điều chỉnh để đấm điều kiện hàng đầu. Nhà máy CNC dường như được hưởng lợi từ điều này nhiều nhất. Ví dụ, gibbs và đôi khi các thông số động cơ điều chỉnh Mach3 được hưởng lợi từ điều chỉnh định kỳ. Có lẽ đáng ngạc nhiên, các điều chỉnh khác nhau tùy thuộc vào điều kiện.
Khi lạnh của nó (như nó là ngay bây giờ trong khu vực của tôi), nhà máy là cứng hơn và dường như đòi hỏi cài đặt nhẹ hơn.Khi tôi tải bảng với hai 6 "Kurt vises có trọng lượng đủ để làm chậm nó xuống quá. Ngay bây giờ tôi có sự kết hợp của cả hai, vì vậy điều này là loại" trường hợp xấu nhất ", ít nhất là cho đến khi tôi quyết định để ném một khối xi lanh lên trên bàn và cố gắng để máy trên đó!
Ngoài ra, Z là nhạy cảm nhất (là nặng nhất), tiếp theo là X, tiếp theo là Y.
Vì vậy, các thiết lập hiện tại của tôi, mà tôi coi như một trường hợp tồi tệ nhất, như sau:
X 110 IPM, 10 tốc
Y 120 IPM, 15 tốc
Z 110 IPM, 10 tăng tốc
Tôi thường chỉ để lại Z đúng nơi nó được. Tuy nhiên, nếu thời tiết ấm áp và bảng được tải nhẹ, tôi có thể đụng X lên đến 120 và 15.
Đó là điều concievable có thể được thực hiện để chạy nhanh hơn, nhưng tôi muốn giữ gibs của tôi rất chặt chẽ là tốt. BTW, đôi khi họ cần điều chỉnh quá. Các chủ sở hữu ban đầu của IH, Aaron Moss, một lần nói với tôi ông retuned gibbs của mình mỗi mùa. Tôi chắc chắn có thể tin rằng.
Cái gì khác giúp là một máy hâm lại. Khi tôi nhận được của tôi tắc nhà xong, tôi sẽ viết một chương trình máy hâm lại. Ý tưởng là để di chuyển các trục thông qua phạm vi đầy đủ của họ về du lịch cho một khoảng thời gian, và làm nóng vòng bi trục chính là tốt. Điều này thực tế là phổ biến trên kích thước đầy đủ của VMC, và không có lý do nó sẽ không thể hữu ích cho các nhà máy nhỏ của tôi quá. Trong thực tế, tôi khá chắc chắn nó sẽ là bởi vì tôi đã học được để làm điều đó thông qua chạy bộ nhãn hiệu đã. Nó sẽ là đẹp hơn để có một chương trình chạy trong khi tôi bơm tra dầu nên thường xuyên để đảm bảo rất nhiều dầu cách đang được lan truyền trên tất cả các bề mặt.
Tôi viết thư này vào tháng Chín, đã nhận ra rằng tôi không bao giờ tuyên bố các nhà máy thực hiện. Tôi chỉ có bận rộn làm việc với nó. Khi gần như tôi có thể nói, nó đã kết thúc đôi khi tháng. Công việc cuối cùng của tôi liên quan đến việc cố gắng để có được tất cả cuộc gọi đi để được là chính xác càng tốt , một trong những khía cạnh cuối cùng của đã được bình phương và cột, vì vậy tôi sẽ sử dụng như là tài liệu tham khảo của tôi gọi điện thoại cho công việc làm.
Squaring Cột Mill của bạn
Tôi đứng cột nhà máy của tôi một vài ngày cuối tuần trước đây như là một phần của một quá trình accurizing Tôi sẽ thông qua vào nhà máy, nhưng tôi chỉ lấy pix tắt máy ảnh và xử lý chúng ngày hôm nay. Tôi sử dụng một hình vuông trụ để đo cách xa tôi, san bằng bàn, và sau đó shimmed cột nhà máy để chăm sóc các lỗi còn lại cho đến khi tôi chỉ là một vài phần mười tắt.Các chi tiết trên tôi trang Mẹo và Kỹ thuật Nhà máy , nhưng đây là một hình ảnh trêu ghẹo:
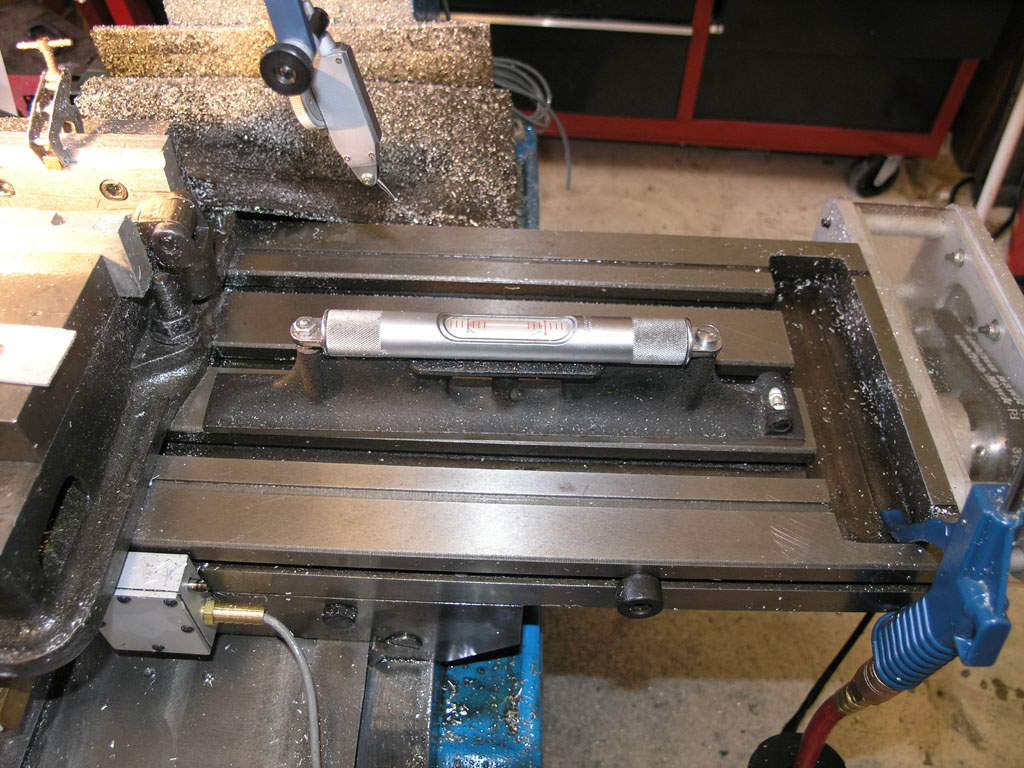
San lấp mặt bằng các bảng ...
Tất cả ngay sau đó, hai lời trêu ghẹo pix!
Ngay cả Fun Stuff: Lập bản đồ ballscrew Với một DRO
Tôi đã DRO tôi cài đặt trên các trục X của máy nghiền và đã có thể làm một hành động lập bản đồ nhỏ. Chi tiết đầy đủ về tôitrang Tuneup Mill , nhưng đây là một số lời trêu ghẹo pix:
Đọc đầu ...

Quy mô lắp khung ...

bảng điều khiển DRO ...

Các bản đồ lỗi cho ballscrew trục X của tôi ...
Những gì chúng ta có thể nói từ đó bản đồ lỗi?
Trục trái cho thấy sự di chuyển thực tế của từng chỉ huy 0.5000 "di chuyển được đo bằng các DRO. Nếu ballscrew là hoàn toàn chính xác, đồ thị sẽ là một đường thẳng trung vào 0.5000".
Bạn có thể thấy tay phải 40% của ballscrew là qutie chính xác hơn một chút so với bên trái, mặc dù là người đầu tiên có lẽ 10% bên trái là khá tốt quá. Tuy nhiên, toàn bộ vít di chuyển đến dưới một nghìn độ chính xác. Bạn cũng có thể thấy rằng các lỗi này không tích lũy, nhưng là kỳ hơn. Tổng lỗi trong 24 inch của chuyển động là 5,6 phần nghìn và các ốc được quảng cáo là có ít hơn 3 ngươi mỗi 12 ", do đó vít này là trong spec.
Mach 3 có khả năng để có một bản đồ như thế và chính xác cho các lỗi này. Tôi đã không cố gắng đó, nhưng nó sẽ là một trải nghiệm thú vị!
Bắt HEDS My On Straight ...
Kể từ khi nhận nhà máy trở lại và chạy, tôi đã được làm việc trên điều chỉnh nó lên cho chính xác. trường hợp thử nghiệm của tôi đã được một số bộ phận tôi đã đăng ký để thực hiện cho một đội xây dựng của động cơ hơi nước Comber Rotary Elmer của. Tôi đã cảm động và điều chỉnh rất nhiều thứ khác nhau, và tôi sẽ viết lên quá trình điều chỉnh tại một số điểm như là một trang mạch lạc. Trong khi đó, tôi muốn vượt qua trên một điều tôi đã làm điều đó như đã là một sự khác biệt.
Mariss F. đã được nói rằng có một vấn đề với servo sử dụng bộ mã hóa HEDS . Đây là những giá rẻ thông thường mã hóa Mỹ kỹ thuật số, và họ chính xác những gì tôi có trong servo homeshopcnc tôi. Một số người cho biết họ không có vấn đề với bộ mã hóa của họ, những người khác đã nói rằng họ có tất cả các loại vấn đề. Mariss đề xuất một sửa chữa liên quan đến một số tụ bypass đơn giản, vì vậy tôi lấy nó về bản thân mình để cài đặt các tụ trên servo của tôi. Dưới đây là những gì nó cần:

3 bu lông Allen-đầu giữ nắp phía sau trên servo ...

Dưới đây là những gì các bộ phận bên trong như thế nào. Các HEDS encoder được nối với nhau bằng một dây nịt đơn giản, ít ...

Chúng tôi đang bỏ qua việc cung cấp điện năng để lọc ra tiếng ồn, do đó các tụ điện đi giữa chân 1 (Gnd) và 4 (+ 5V) ...

Điều đơn giản nhất chỉ là để uốn cong các khách hàng tiềm tụ, chèn vào các kết nối, và sau đó cài đặt lại ...
Các 1uF tụ gốm đi qua các đầu nối nguồn HEDS tại encoder. Sử dụng Digikey tụ BC1151CT-ND. Chúng có giá $ 1,80 cho một gói 10 miếng và Digikey là hạnh phúc để gửi cho tôi mà không đòi hỏi một trật tự tối thiểu.
Kết quả? Tôi ngay lập tức nhận thấy servo của tôi đã yên tĩnh hơn khi không di chuyển - ít dither. Một số trục trặc lẻ và lỗi lầm đó sẽ xảy ra tất cả bây giờ và một lần nữa trong khi chạy bộ đi đi. Hay nhất của tất cả, một phần của tôi đã bất ngờ được thực hiện chính xác hơn - tôi đã nhận được một số phản hồi sai từ bộ mã hóa do tiếng ồn.
Đây là một sửa chữa nhanh chóng và dễ dàng: rất khuyến khích nếu bạn có bộ mã hóa HEDS!
Cuối cùng, Mill là lại lên và chạy!
Đó là tăng quyền lực đã thực sự đau đớn, nhưng cuối cùng đã nhận máy chạy lại trên cả 3 trục cuối tuần trước. Hóa ra tôi đã thổi Smoothstepper và 2 trong số 3 Geckodrives.
Sau khi nhận được 2 ổ đĩa và Smoothstepper thay thế, phần tồi tệ nhất đã chỉ tìm ra những gì là sai. Đó là một điều để bắt đầu với tất cả các hội đồng quản trị mới, bạn có thể giả định đang làm việc, và con số bất kỳ vấn đề là lỗi hệ thống dây điện của riêng bạn. Nó khá một chút khó khăn hơn để gỡ lỗi một hệ thống mà bạn không có ý tưởng những gì làm hoặc những gì không.
Sau khi nhận được các trục trên danh nghĩa đi, nhiệm vụ tiếp theo của tôi là để điều chỉnh mỗi trục. Servo phải được điều chỉnh. Tôi đi theo một hướng dẫn "bằng tai" quá trình điều chỉnh đầu tiên, và sau đó quay trở lại và kiểm tra về kết quả đó với dao động của tôi. Chi tiết đầy đủ trên trang servo điều chỉnh của tôi , nhưng đây là một vài hình ảnh tôi chụp cho mái của bạn:

Oscilloscope được kết nối, nhưng các trục không di chuyển nào. Tôi cũng đã không thiết lập mọi thứ hoặc bạn sẽ không nhìn thấy dấu vết mà không có một trục chuyển động!

Tôi sử dụng g-code túi Wizard vòng tròn cho servo điều chỉnh. Đặt một vòng tròn có đường kính nhỏ và một tỷ lệ thức ăn tương đối cao và bạn sẽ nhận được rất nhiều sự đảo chiều hướng sử dụng để điều chỉnh ...

Tôi có máy X của tôi và Y trục lên đến 50 / giây / giây hoặc tăng tốc 0.13g với o-phạm vi. Nếu không có nó, tôi chỉ có thể nhận được để có thể 40'ish bằng tai. Z có đầu máy nặng, vì vậy khoảng một nửa nhiều khả năng tăng tốc này có sẵn ...

Trục X ngay sau khi o-phạm vi điều chỉnh. Full chiều kim đồng hồ hiện tại, gần như tăng đầy đủ, một chút ít giảm xóc. các thiết lập điều chỉnh của bạn chắc chắn sẽ là một cái gì đó khác nhau!
Tôi đã không nhận được một cơ hội chưa thấy loại ghềnh là có thể. chỉnh của tôi đã tập trung vào việc tăng tốc vì nó là một khó khăn hơn (và nhiều tư vấn hữu ích hơn) hiệu đặc trưng để tối ưu hóa. Tôi khá hài lòng với kết quả, nhưng tôi có ý định "detune" (quay trở lại một chút) để cung cấp một lợi nhuận cho các lỗi.
Tuần Tough cho Điện tử CNC: Smoothstepper Lost Storm
Man, nó đã được một tuần khó khăn. Tôi muốn làm một số con chip hơn cắt vào cuối tuần này. Dường như chúng tôi đã có một cơn bão lớn và nó thổi sức mạnh trên tất cả các thị trấn. Tôi không nghĩ nhiều về nó, và tôi thậm chí còn không chạy máy CNC vào thời điểm đó. Tuy nhiên, tôi đã đi xuống đến cửa hàng sáng nay mong đợi để đi sâu vào và phát hiện ra ánh sáng nhấp nháy màu đỏ hạnh phúc trên Smoothstepper sẽ flash không còn. Tôi không thể tìm ra những gì người khác có thể đã nuked nó, bởi vì tất cả là tốt khi tôi đóng cửa. Hình như tôi nên đã rút dây cắm điện đơn vị hoàn toàn cho các cơn bão.
Tôi có một Smoothstepper mới đặt hàng. Man, những thất bại thiết bị điện tử nhỏ không rẻ!
Là tuyệt vọng để làm một số công việc trong cửa hàng, nhưng không có nhà máy làm việc, tôi đã quyết định gắn kết VFD trong bao vây NEMA của nó:

Tôi sẽ muốn kiểm soát các trục chính qua Mach3 sớm, và tôi cũng sẽ muốn gắn động cơ mạnh mẽ hơn và nhanh hơn tôi, vì vậy đây là một động thái tốt. Tôi không có nhiều thời gian có sẵn trong các cửa hàng anyway với một số cam kết khác.
Thổi lên một Geckodrive
Tôi bắt đầu tối nay sau khi làm việc để làm cho một số chip hơn. Tôi muốn vuông lên 2 miếng 1/4 "MIC6 vậy thì họ sẽ có 2" x 6 "cho một động cơ hơi nước xây dựng đội ngũ tôi đang tham gia. Tôi phát hiện ra Z đã đứt gãy đi và về nên tôi quyết định khuấy các điều chỉnh trên cả 3 trục. tôi đã làm một công việc điều chỉnh cơ bản, nhưng tôi đã không thực sự đã dành rất nhiều thời gian loay hoay với nó. người đứng đầu nhà máy là rất nặng nề, vì vậy tôi muốn chắc chắn nó đã thực sự điều chỉnh thích hợp dùng cho ngăn chặn các đứt gãy. tôi biết tôi đã có một vấn đề điều chỉnh bởi vì nó chỉ đứt gãy khi tôi muốn nâng cao đầu, và sau đó chỉ khi tôi đã làm như vậy nhanh chóng. tôi quay xuống tăng tốc một chút, và đó là hạnh phúc, nhưng tôi muốn vẫn nhận được một lỗi tất cả bây giờ và sau đó.
Vì vậy, tôi quyết định làm lại servo. Tôi đã nhận ra tuốc nơ vít của tôi và bắt đầu điều chỉnh. Tôi đang theo một "bằng tai" phương pháp tiếp cận dựa trên một vài bài báo tôi thấy trên web. Nói chung, tôi đã làm như sau:
1. Bắt đầu với tăng và giảm xóc bật tất cả các con đường xuống.
2. Bắt đầu chạm lên được, và bump trục qua lại cho đến khi bạn nhận được dao động. Bạn sẽ biết ngay khi bạn nhận được nó, nó có thể là khá mạnh.
3. Tăng giảm xóc cho đến khi dao động đi xa và các servo là yên tĩnh. Một "tick" thỉnh thoảng được cho là không sao, đó chỉ là một chút dither, nhưng chắc chắn rằng nó là occassional.
Thủ tục này chưa được thực hiện tất cả những khó khăn, và chẳng bao lâu tôi đã sẵn sàng để bắt đầu gia công một lần nữa, hoặc vì vậy tôi nghĩ.
Tôi thiết lập một "2 sáo 1/4 trong một chủ R8, zeroed X, Y, và Z trên 2 tấm của tôi trong vise, và bắn lên bề mặt Wizard Mach3. Nó đã trở lại với một số g-code nó nói sẽ mất khoảng 12 phút để tôi cắt nó lỏng lẻo, và ngồi lại để xem. nó dường như đang chạy cùng tốt, nhưng vào đó khoảng 10 phút, tôi đứng dậy khỏi chiếc ghế của mình và quyết định đi cố gắng lắng nghe chặt chẽ với mỗi động cơ servo. tôi đã kiểm tra các Y, và nó là tốt, nhưng khi tôi đến một cái gì đó X nhìn kỳ lạ. nó nghe có vẻ tốt (khó nghe rõ hơn tiếng ồn của máy cắt), nhưng in trên vành đai thời gian trông có vẻ hơi mờ. tôi quyết định tôi đã nhìn thấy một số dao động và quay trở lại với các điều khiển để tắt. Trước khi tôi có thể đạt được điều đó, poof! các thực sự khó chịu mùi khói ma thuật đã được phát hành từ các trục X Gecko. nó đã dao động và nó đã bị cháy lên servodrive .
Doh!
Tôi đóng cửa, đi lên lầu, và ra lệnh cho 2 320 mới của Gecko qua không khí ngày thứ 2. Tôi đã quyết tâm thực hiện một số chip thực cuối tuần tới này!
Servo được đóng vòng lặp, và dao động họ có thể nhận được vào không phải là không giống như thông tin phản hồi trên một hệ thống PA hoặc guitar điện. Được kiểm soát, nó có thể gây ra vấn đề. Trong trường hợp này, mặc dù các trục không dao động trong điều chỉnh, nó không hãm đúng cách và bằng cách nào đó đã đột nhập vào dao động trong khi đang chạy. Tôi rất ngạc nhiên vì nó là như thế nào yên tĩnh, nhưng sau đó các máy cắt và trục chính là khá ồn ào vào thời điểm đó.
Bài học kinh nghiệm: nó có thể không cần thiết để điều chỉnh trong mức tăng tối đa có thể! Tôi có một máy hiện sóng Tektronix rằng tôi sẽ thử lại vào một ngày sau đó ít khi tôi nhận được một thời gian. Trong khi đó, tôi sẽ tự điều chỉnh một chút ít tích cực.
Cắt Đầu Chips Dưới kiểm soát CNC!
Đến cuối tuần này tôi đã nhận máy tất cả lại với nhau và đã có thể cắt con chip đầu tiên của tôi dưới điều khiển CNC. công cụ thú vị!
Tôi đã dành khá nhiều thời gian vào những gì dường như là một động cơ chết. Tôi lấy nó ra và kiểm tra các tụ điện. Trông giống như một chiếc mũ khởi đầu tồi tệ. Vì vậy, tôi tìm thấy một nắp bắt đầu và cố gắng đó. Vẫn không có gì nhưng một buzz khi tôi búng nó trên. Vào thời điểm đó tôi đã quá háo hức để được đi, vì vậy tôi chỉ trao đổi các động cơ tắt máy xay tay vào máy CNC. Đẹp để có thêm rằng nhà máy!
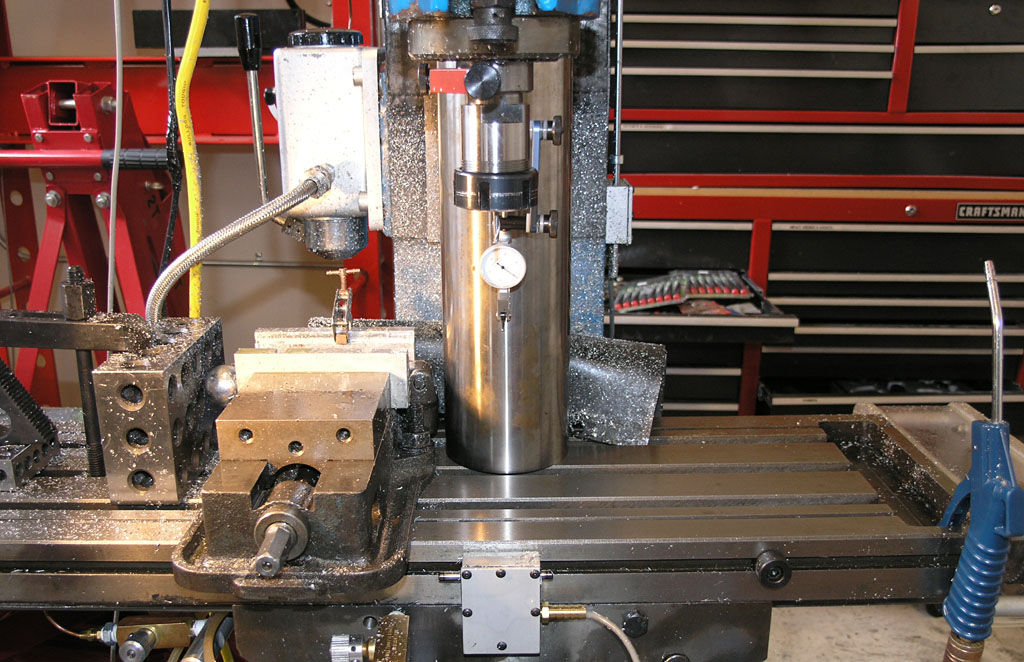
Tôi đã dành một chút thời gian đo đạc các chuyến du lịch Z-trục (tôi đã nhận được X và Y được hiệu chuẩn trước đó) sử dụng một khối 1-2-3 và touchsetter Z-trục của tôi:

Z-Axis Presetter:. Khi đâm kim tiêm là không cắt chính xác là 2.500 "ở trên bất cứ presetter đang ngồi trên Yep, tôi đã nhận nó từ 800watt trên eBay ...
Có nhà máy tại tất cả vinh quang của nó. Trời đang lặn đêm chủ nhật, vì vậy chúng tôi cần để có được chương trình này trên đường!

Tôi cũng đã thử một "chạm off" với giấy giữa 1-2-3 khối và cắt. Tôi thích presetter trục Z tốt hơn ...

con chip đầu tiên là không có gì đặc biệt, tôi chỉ có bề mặt hàm nhôm của vise của tôi ...

Sau đó tôi cắt giảm một số tấm nhôm 1/4 "MIC6 để chuẩn bị cho một động cơ hơi nước xây dựng đội ngũ tôi đang tham gia ...
Thật không may, đó là tất cả tôi có thời gian để, nhiều chip sẽ phải chờ đợi cho ngày cuối tuần tiếp theo!
Dinked Khoảng Sửa đổi Bu lông trục Gắn
Tôi dành khoảng 40 phút tại cửa hàng dinking xung quanh với các bu lông đầu vuông tôi nhận được từ McMaster Carr. Tôi ra lệnh cho 3 3 "dài 5/8" 11 TPI bu lông đầu vuông. Để làm cho chúng phù hợp với các nhà máy Z-trục yên xe bạn phải xay ra các góc một chút. 3 "bu lông cũng là một chút quá dài. Với các bu lông trong yên tôi đo mà tôi cần thiết để rút ngắn các bu lông khoảng 5/8" cho phá thoải mái. Điều đó có nghĩa là 2 1/2 "bu lông có thể đã làm việc ra sao.
Đo đạc của tôi Axis bước mỗi Inch và Kiểm tra Backlash trên Mill
Tôi đã có một thợ điện đi qua, vì vậy bây giờ tôi có 220 cho các nhà máy (và một máy nén lớn và một vài cửa hàng thêm cho những thứ khác). Các bước hợp lý tiếp theo là để gắn kết các đầu trục chính, nhưng tôi đang bị mắc kẹt cho đến khi tôi nhận được một số phần tôi đặt hàng từ McMaster-Carr. Tôi cần các bu lông đầu vuông cần thiết để bảo đảm cho trục chính đến Z-trục. Họ đã thất lạc bằng cách nào đó từ hộp của các bộ phận đi kèm với máy. Tôi đã không phát hiện này cho đến khi tuần làm việc đã bắt đầu tự nhiên đến nỗi họ không có ở đây nhưng cuối tuần này.
Vì vậy, tôi đã đúc về cho cái gì khác để làm trên máy trong khi đó, và tôi quyết định để hiệu chỉnh các trục X và Y. Đây không phải là quá khó để làm và làm cho một sự khác biệt lớn về tính chính xác của các nhà máy. Dưới đây là một đoạn video nhỏ mà Hoss vừa công bố cho biết rằng làm thế nào anh đã đi về nó:
Hoss đo đạc bước nhà máy của mình trên mỗi inch trong Mach 3 ...
Tôi theo một thủ tục khá tương tự. Nó đi như thế này:

Trước tiên tôi trammed trong một khối 2-4-6 để cạnh lại được chính xác song song với việc đi lại của các trục X ...

Ở đây tôi chọn lên các điểm khởi đầu. Khi làm bài kiểm tra này, bạn muốn chắc chắn rằng bạn đi theo một hướng duy nhất như vậy không có khả năng phản ứng dữ dội. Nếu bạn thay đổi hướng vô tình, bạn phải bắt đầu lại. Tôi chạy bộ từ từ cho đến các chỉ số cho đến khi kim đăng ký khoảng một nửa vòng, sau đó tôi zeroed chỉ số ...

Sau đó, tôi chạy bộ, cẩn thận để di chuyển hoàn toàn theo một hướng cho đến khi chỉ đăng ký không chống lại 1-2-3 khối Tôi đang sử dụng như một điểm dừng lại. Trong Mach3 bạn có thể công việc trong phần nghìn hoặc phần mười. Thử điều đó với handwheels của bạn!

Bây giờ đọc khoảng cách khỏi Mach3 X-axis DRO và so sánh nó với chiều dài thực tế của khối 2-4-6 của bạn. Mine hóa ra là 6,0014 "dài. Khoảng cách X đi là 5,9653" theo DRO. Sự khác biệt giữa hai nói với tôi bao nhiêu tôi cần phải tăng cường các bước của tôi mỗi inch với tính toán tỷ lệ đơn giản. Các bước mỗi inch Tôi đã dựa trên các sân leadscrew và vành đai thời gian tỷ lệ ròng rọc là 28.240, nhưng sau khi đưa vào một giá trị của 28,409.9 và cố gắng một lần nữa nó ra chính xác ngay!

Ở đây tôi tramming để làm điều tương tự trên Y-trục. Tôi sẽ không khoan bạn với tất cả các chi tiết, nhưng điều này đòi hỏi một chút yếu tố khác nhau của 28.235,8 bước trên mỗi inch. Lưu ý rằng trong lý thuyết X và Y cần phải có được giống hệt nhau. Cả hai đều có leadscrew sân cùng và tỷ lệ thời gian ròng rọc cùng. Thực tế là chúng khác nhau cho thấy tầm quan trọng của bước chuẩn này có thể được!
Tiếp theo, tôi đo phản ứng dữ dội của tôi trên cả hai trục. Điều này là dễ dàng. Job đến khối 1-2-3 cho đến khi chỉ số bọ ve.Bằng không những chỉ thị và các DRO đối với trục đó. Trở lại tắt một inch và sau đó chạy bộ trở lại cho đến khi các số không chỉ. Dù DRO đọc là bạn phản ứng dữ dội.
Tôi đã 0,0003 "cho trục Y và 0.0006" cho X-trục. Đó không phải là xấu, nhưng tôi sẽ đặt cược tôi cần một ít tiền tải hơn để có được X-trục điều chỉnh lên thậm chí còn tốt hơn.
Tôi không bận tâm với trục Z vì tôi không có trục nặng đầu gắn nào. Tôi muốn đọc thực sự dựa vào cách nhà máy sẽ hoạt động, mặc dù nó không nên tạo sự khác biệt.
Tôi đã thực hiện một bộ chuyển đổi cho các trục servo và có những trục Z chạy ngày hôm nay. Điều chỉnh nhỏ là cần thiết, nhưng Z chạy khá trơn tru.
Không nhiều trái được cắt chip:
- Gắn kết các đầu máy trục chính.
- Nhận 220V qua nó (nói dễ hơn làm!).
- Tune servos cho thực tế.
- Nhận ra các chỉ số quay số và nhận được tất cả mọi thứ hiệu chỉnh: các bước trên mỗi inch, phản ứng dữ dội,bình phương và nhân nhà máy , vv
Ở giai đoạn này, tôi có thể cắt giảm một số chip trên cơ sở tạm thời, và tôi chắc chắn không có kế hoạch về nó!
X và Y Axis là Alive! Plus, New Servo trang
Giữa những giờ đêm thứ Sáu và sáng nay tôi đã nhận được các X và Y servo trục gắn kết và chạy. Servos đang thực sự không điều chỉnh, nhưng ngay cả trong trạng thái thô của họ, tôi đã có thể di chuyển bảng ở 180 IPM! Tôi không có ý đó là một cái gì đó sẽ chính xác hoặc thậm chí có thể sử dụng, nó đã được chỉ chơi, nhưng nó là thú vị! Tôi đã cố gắng cho 200 IPM, nhưng servos bắt đầu đứt gãy một lần nữa và tôi không muốn dành quá nhiều thời gian điều chỉnh cho một kịch bản mà không phải là thực anyway.
Trong khi đó, tôi đã thêm một trang mới mà tập hợp tất cả những thứ tôi phải làm gì để thích ứng với các servo HomeshopCNC để Kit IH Mill CNC.

Vấn đề tiếp theo của tôi là để thích ứng với các servo cho Z-trục, mà là sẽ yêu cầu một ít thuốc mạnh hơn:

Tôi yêu các hoạt động của servo HomeshopCNC, nhưng các trục là thực sự ngắn cho bộ IH này!
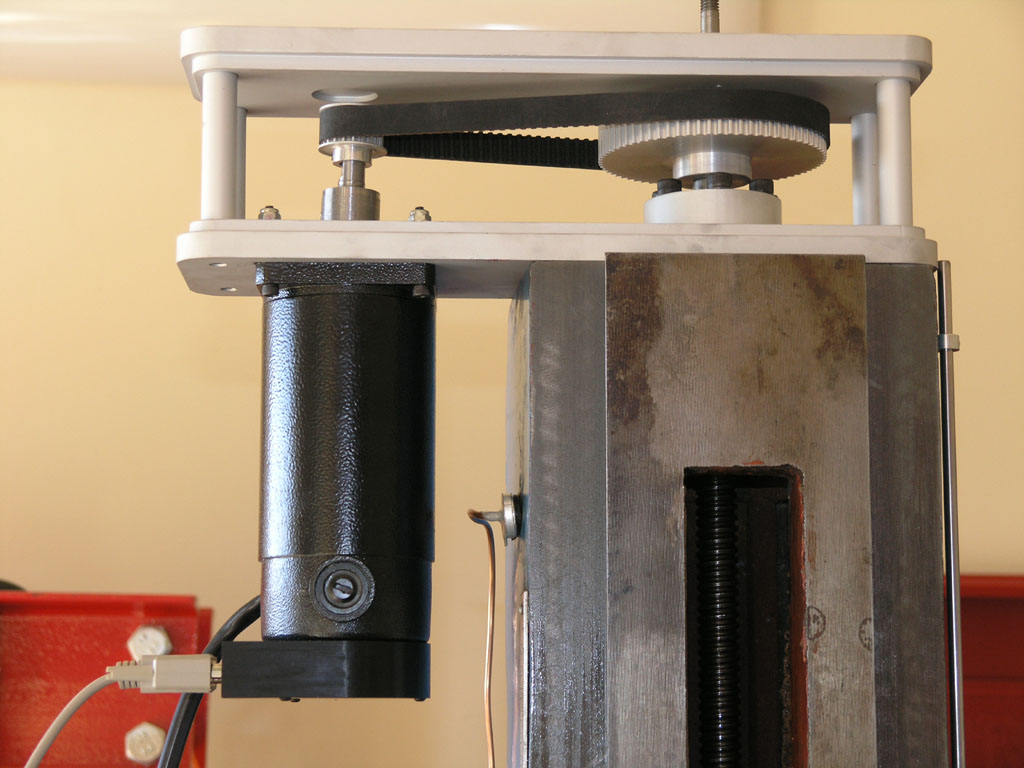
Gắn ròng rọc Thời gian trên Servo
Tôi sẽ sử dụng 1/8 "chân cuộn để gắn kết các ròng rọc thời gian để servos Đây là phương pháp Gene nói với tôi được sử dụng bởi công nghiệp Sở thích về hệ thống chìa khóa trao tay của họ, và nó sẽ cung cấp một gắn rất chắc chắn - nhiều hơn nữa hơn so với một vài bộ ốc vít.
Đây là nơi mà các lỗ cần để đi trên trục X và Y khi ròng rọc thời gian được định hướng đúng để lưới lên với ròng rọc trên ballscrew:

Tôi có thể sử dụng các vai của ròng rọc và cuối của trục động cơ như điểm tham chiếu dữ kiện của tôi. Tôi cần một giống offset của 0,220 "từ một trong hai điểm để xác định vị trí các lỗ trên trục và ròng rọc.
Trước khi tôi quên: IH Limit Switch Dây
Tôi đã dành một giờ và một nửa theo dõi này xuống chỉ là bây giờ trên CNCZone . Đây là cách giới hạn quang IH có nghĩa vụ phải được nối vào một bảng breakout:

Đây sơ đồ các cuộc gọi cho một điện trở 270 ohm, nhưng khác fella trên thread tìm thấy 330 làm việc tốt hơn.
Rất nhiều công chế tạo, lắp ráp điện, kiểm tra và chẩn đoán Đã đi vào cuối tuần này. Kết quả? 3 Servo một sợi!
Mục tiêu của tôi vào cuối tuần này là có bao vây gắn trên tủ công cụ lăn và có thể quay tất cả ba động cơ servo. Nói dễ hơn làm!
Gắn kết các bao vây là khá dễ dàng, như đã được cài đặt các mô-đun điện tử và trục. Dưới đây là một số bức ảnh của những thứ trông thế nào chỉ cần bây giờ khi tôi xuống cầu thang trong nhà để xe:

Lộn xộn! Nó chắc chắn là tốt đẹp mà tôi có thể sử dụng một máy tính xách tay với Smoothstepepr ...
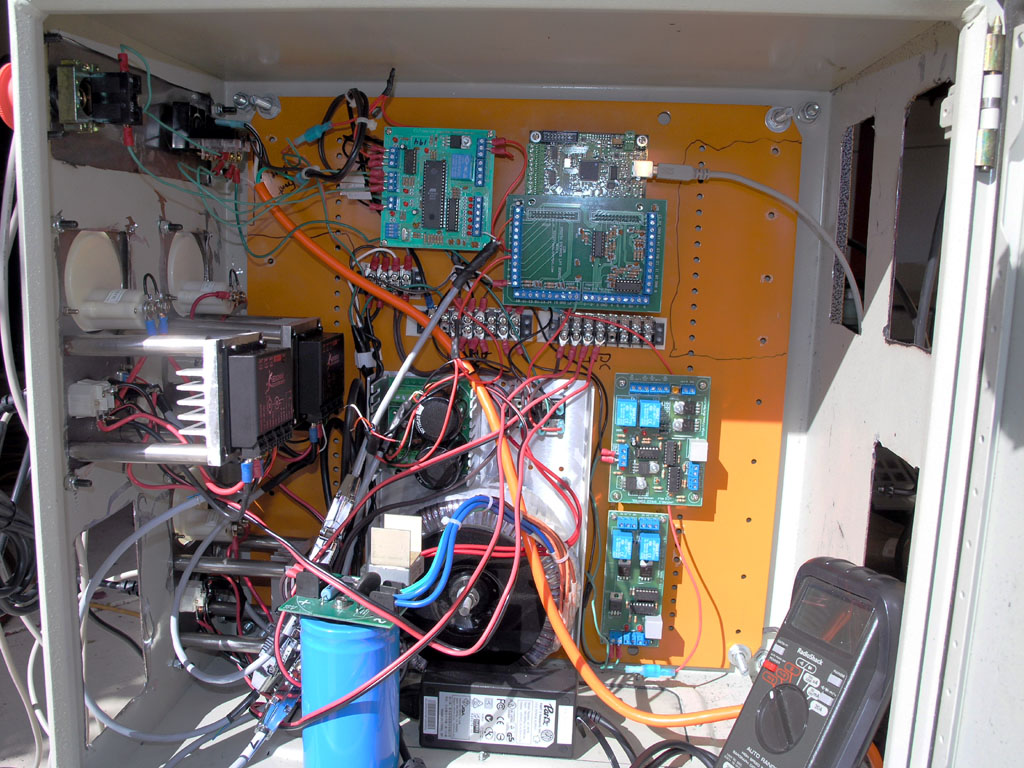
dây rất lộn xộn. Sau khi tôi nhận được tất cả mọi thứ làm việc, tôi sẽ được phay tấm mới (sử dụng máy CNC này tất nhiên) và tôi sẽ mất rằng cơ hội để xây dựng một số dây harnesses thực sự mà sạch này lên!
Các dây là khá lộn xộn, nhưng tôi sẽ được rejiggering nó để làm cho một số dây harnesses sản và làm sạch nó lên trên một đường chuyền tương lai. Ngay bây giờ tôi chỉ muốn làm cho nó làm việc. Hầu hết những khó khăn của tôi đã được với thẻ C17 và nhận được nó đáng tin cậy để đối phó với những lỗi lầm servo. Tôi vẫn chưa quyết định liệu có hội đồng quản trị là flaky, hoặc cho dù tôi chỉ sử dụng nó sai. Tôi biết tôi đã nhìn thấy nó làm một số điều khá kỳ lạ. Khi tôi nhận được tất cả mọi thứ vào tủ này, ví dụ, nó hoàn toàn bỏ đóng tiếp trong trình tự khởi động. Điều đó có nghĩa là tắc kè sẽ chỉ ngay lập tức lỗi ra, đó là một điều xấu. Nếu bạn đọc trang chẩn đoán của tôi, bạn sẽ thấy tôi cứ có vấn đề này hơn và hơn. Mỗi lần sửa chữa là một chút khác nhau. Lần này tôi có những thứ đi một lần nữa bằng cách kết nối các bên chuyển của nút Start để tiếp sức cung cấp DC. Điều đó đảm bảo nó bị đóng cửa trong chu kỳ bắt đầu bất kể những gì C17 lựa chọn để làm. Như là bình thường đối với tôi, tôi đã không nghĩ đến giải pháp này cho đến sau khi tôi đã ngủ qua đêm từ một phiên trước đó bực bội.
Bây giờ tôi đã có tất cả quay 3 servo. X có xu hướng lỗi ra, nhưng đó chỉ là vì tôi không có servos trong tình trạng rất tốt của giai điệu. Có điểm liittle trong đó cho đến khi tôi có thể nhận được chúng gắn trên máy mà thôi vì họ sẽ chỉ cần trở về. Vì vậy, tôi sẽ chuyển sự chú ý của tôi để lắp ráp các servos trên máy. Tôi dự định sẽ gắn kết các ròng rọc thời gian vào các trục servo sử dụng 1/8 "chân cuộn. Đây là cách IH hiện nó trên hệ thống chìa khóa trao tay của họ và nó sẽ có rất nhiều rắn hơn là cố gắng để sử dụng setscrews trên động cơ mạnh mẽ Tôi đã đã. Nhằm mục đích đó, tôi đã nghiên cứu các kích thước lỗ thích hợp để khoan và đến trên một trang từ SDP-SI về nó ở đây .
Đó là một ngày cuối tuần bận rộn, nhưng fruitfull!
Axis Modules đang Xong chờ 2 Cáp
Tất cả ba mô-đun trục hiện nay được lắp ráp và thử nghiệm. Như tôi đã được hoàn thiện cuối cùng của ba mô-đun, tôi quyết định tôi muốn có một ngắt kết nối nhanh chóng trên các dây tín hiệu, vì vậy tôi đã lập một cáp ra khỏi một DB9 nam và nữ, và có vẻ như nó sẽ làm việc tốt. Tôi chỉ cần phải thực hiện thêm 2 của những dây cáp để sử dụng với các mô-đun 2 trục khác.
Dưới đây là những gì một module hoàn thành trông giống như với các ngắt kết nối nhanh chóng:

Để cài đặt một module trục trong bao vây đòi hỏi 2 kết nối - các kết nối nhanh chóng là tất cả các cấp độ thứ tín hiệu, và sau đó có các chính DC cung cấp điện + và - đó đi đến thanh cái. Nó nên được khá nhanh chóng và dễ dàng để cài đặt một hoặc chuyển cùng nhau để làm sáng tỏ một số vấn đề. Tôi có thể đã bỏ qua các kết nối nhanh chóng, nhưng tôi đã suy nghĩ về chọc và thúc giục bên trong bao vây trên tay và đầu gối của tôi và muốn làm cho nó dễ dàng hơn.
Cái gì tiếp theo?
1. Tôi cần phải hoàn thành làm 2 loại cáp kết nối nhanh chóng khác. Đó sẽ là dễ dàng để làm trong tuần, tôi hy vọng.
2. Tôi cần phải làm sạch các bao vây chính nó, có được nó được gắn ở phía bên của ngực lăn, và có được những thiết bị điện tử gắn bên trong và thử nghiệm.
3. Bước cuối cùng là tôi cần phải cài đặt servo trên máy và sau đó xem các trục di chuyển.
Chúng tôi đang tiến gần hơn!
Milestone chính: Spinning một Servo! (Khi Debugging, dù có thể Go Wrong sẽ Go sai)
Tôi bây giờ chỉ cần có 1 servo quay trên băng ghế dự bị sau khi 2 1/2 ngày dùng thử và gỡ lỗi lỗi. Nếu bạn muốn những câu chuyện đầy đủ về cách tôi sửa lỗi điều silling này, tôi bắt nó trên một trang để bạn có thể xem làm thế nào tôi đã đi về nó. Đó là một quá trình đau đớn như không phải tất cả các thông tin có liên quan, bạn sẽ cần phải được chụp ở một nơi duy nhất. Một số của nó đã được ra khỏi đó, nhưng rất nhiều của nó tôi đã phải ra con số trên của riêng tôi.
Dưới đây là một danh sách ngắn gọn của tất cả những điều tôi đã phải thay đổi từ nỗ lực ban đầu của tôi để chạy:
Đặt CNC4PC Thạc sĩ Ban kiểm soát công tắc DIP cho G320. Nó hoạt động vui về các loại tàu khác hay không Err / Res được kết nối.
Phát hiện ra tôi đã bị nhầm các dẫn từ bảng điều khiển phía trước của tôi cho "Start" và "E-stop", do đó chúng được kết nối ngược trở lại.
Xếp các kết nối động cơ bởi vì họ đã ngược so với những gì các bộ mã hóa chỉ định, gây ra một lỗi servo ngay lập tức.
Trong làm # 3, tôi đảo lộn dẫn sai và đã phải thay thế chỉnh lưu cung cấp điện. Tôi không nghĩ rằng tôi thổi Gecko, đáng ngạc nhiên!
Kết nối một điện trở 47K ohm trên các chân 1 và 3 của G320 để đảm bảo cầu khởi động. Điều này đã được chôn cất trong một khó khăn để tìm Mariss lưu ý về CNCZone.
Bây giờ tôi đã nhận được các servo để giữ vị trí, vì vậy tôi đã chơi với nút điều chỉnh trimpots một chút.
Trong Mach3, thiết Bước / Dir để ActiveLo. Thiết lập độ rộng xung để 5 (độ rộng xung có thể được bỏ qua cho Smoothstepper).
Kết nối "thông thường" trên G320 đến + 5V trên thẻ breakout thay vì Ground. Một số khác đó là dễ dàng để bỏ lỡ trừ khi bạn đọc rất nhiều bài viết trên các bảng khác nhau!
Thiết lập các thông số động cơ điều chỉnh thích hợp trên Mach3. IH nói 115 IPM tốc độ và 0.15g tăng tốc, theo một bài viết tôi đã được tìm thấy. Tôi cũng cần 28.240 bước di chuyển 1 ".
Đặt Smoothstepper jumper để thực sự cung cấp + 5V cho Ban breakout. Nếu không, các thiết bị đầu cuối được đánh dấu "+ 5V" là 0V!
Bây giờ tôi có thể quay servo theo cách này và rằng với Mach3. Nó vẫn có thể lỗi nếu tôi nhanh chóng thay đổi hướng cùng chạy bộ đầy đủ, nhưng đó chỉ là điều chỉnh và tôi cần phải đặt nó đúng trên máy thực tế thay vì với servo phịch quanh trên sàn nhà.
Tôi phải thừa nhận rằng mỗi cuộc thảo luận trên Blog Cookbook trên Eternal Servo vs Stepper Jihad, đó là khó khăn hơn rất nhiều để quay một servo hơn một bước. Nói chung, tôi gặp rất nhiều ít hơn những điều hiển nhiên bao gồm cả các thiết lập chuyển đổi DIP CNC4PC, cần cho các điện trở 47K ohm (đó là sẽ được xây dựng vào thế hệ tiếp theo Gecko ổ đĩa servo), và kinh nghiệm kỳ lạ với "thông thường", trong đó có được + 5V, và đó đã không nhận được + 5V cho đến khi các jumper Smoothstepper đã được kích hoạt.
Dưới đây là một số hình ảnh của phòng thí nghiệm thử nghiệm thiết bị điện tử CNC của tôi trên bàn ăn (vợ tôi là vui vẻ như được làm việc và tôi nguyền rủa ít hơn rất nhiều!):

Nghĩ Out Mach 3 Tham số cho Servo của tôi
Tôi có 500 bộ mã hóa CPR trên servo của tôi, có nghĩa là 500 x 4 = 2000 bước mỗi cuộc cách mạng động cơ. Phải mất 5 (leadscrew sân) * 2,824 (tỷ lệ vành đai thời gian) luân phiên di chuyển X hoặc Y trục 1 ". Vì vậy, tôi cần 2000 * 5 * 2,824 = 28.240 bước mỗi inch của chuyển động trục. IH chạy ở 100 IPM, vì vậy tôi sẽ thiết lập tốc độ tối đa này ban đầu.
Dây tiếp tục, và Powder Coat đang On thứ tự
Tôi đã được bận rộn làm cho cáp và dây lên bao vây. Có rất nhiều các kết nối ở đây! Tôi có sơ đồ nối dây của tôi và tôi đang tô màu trong mỗi kết nối như tôi xong làm cho nó. Tất cả mọi thứ là điểm tới điểm, vì vậy tôi đang làm cho dây harnesses chút và cố gắng giữ cho nó gọn gàng.
Tại thời điểm này tôi chỉ cố gắng để có được đến điểm mà tôi có thể làm cho mô-đun một trục chủ động và quay một động cơ servo đơn. Nếu mà tất cả các công trình, tôi sẽ lắp ráp và thử nghiệm các mô-đun 2 trục khác. Sau đó nó sẽ có thời gian để kết thúc lên bao vây. Tôi có một bộ sơn bột gọn gàng từ anh trai của tôi cho Giáng sinh, và tôi chỉ ra lệnh cho một số áo bột Ocean Blue từ Caswell mạ. Tôi nghĩ rằng Ocean Blue sẽ phù hợp với màu xanh nghiền IH khá tốt. Bột áo rất bền. Không thực sự cần thiết cho các ứng dụng này, nhưng tôi nghĩ rằng nó sẽ là thú vị để thử nó ra!
Tiến độ: Dây Diagram, Ban Lắp đặt, et al
Bạn có thể được tha thứ nếu bạn không nghĩ rằng tôi đã làm bất cứ điều gì trong 3 tuần. Reallity là tôi đã thực sự được khá bận rộn. Phải mất một số tiền vô lý của nghiên cứu để tìm hiểu làm thế nào để dây lên một trong những dự án CNC phải, vì vậy đó là một phần của những gì tôi đã làm. Thứ tự các bộ phận phụ trợ khác nhau và gắn bảng ít tiểu mạch khác nhau của tôi với một tấm lắp lớn mà đi trong bao vây sẽ là một phần khác. Hôm nay tôi đã bắt đầu dây lên. Tôi muốn làm chỉ đủ hệ thống dây điện để xác minh tôi có thể quay một servo ngồi trên băng ghế dự bị trước khi tôi làm quá nhiều thứ khác nữa.
Trong khi đó, đây là một số mẩu tin:
Dây Smoothstepper ( chi tiết hơn về các trang thiết bị điện tử ):


So sánh với sơ đồ trực tiếp dưới đây. Chú ý rằng tôi đang bị đảo ngược. Đó là cố ý, tôi quyết định gắn kết bao vây NEMA ở bên trong nội các cán sẽ được gần gũi nhất với các nhà máy ...
12/2/08
Bắt Geared Lên đến dây Box
Tôi đã nhận được trong một loạt các tỷ lệ cược và kết thúc để bắt đầu dây lên bao vây. Bây giờ tôi đã có tất cả mọi thứ, ngoại trừ một relay tôi sẽ sử dụng cho các mạch E-stop và AC chủ on / off chuyển đổi cho bảng điều khiển phía trước. Tôi cũng đã làm một số phiên bản của tổng thể các sơ đồ mạch. Mới nhất là trên trang bao vây . Dựa trên sơ đồ mới nhất của tôi, tôi đã thực hiện một cách bố trí cho làm thế nào tôi sẽ đi về lắp các tiểu ban khác nhau trong bao vây:

Mục tiêu của tôi vào cuối tuần này sẽ được để có được bao vây để điểm tôi thực sự có thể gắn kết các hội đồng và bắt đầu quá trình nối dây vào cuối tuần tới, và hy vọng cố gắng quay một số servo (mặc dù không phải trên máy) vào cuối tuần sau là tốt. Có khá một chút công việc để làm ở đó, nhưng nếu tôi có đủ giờ tôi nên đạt tới giai đoạn đó. Ngón tay vượt qua!
Tôi vẫn cần phải thực hiện một cánh tay để hỗ trợ bàn phím và màn hình, tôi cần phải gắn kết bao vây để tủ lăn, và tôi cũng cần phải vẽ nó.
Vẫn còn rất nhiều Füssing. Tôi đã không spec'd hoặc đặt hàng bất kỳ của các kết nối bảng điều khiển auxilliary, ví dụ. Tôi có một số ngồi quanh các bộ phận bin mà hy vọng sẽ làm việc. Phải nhìn vào họ là tốt. Nếu cần thiết, tôi có thể trì hoãn VFD và dây điện làm mát cho đến khi sau khi servo đang chạy và nó sẽ không có vấn đề lớn.
New VFD & Trục kiểm soát trang
Sau một vài giờ đêm qua và sáng nay học VFD của tôi và bảng điều khiển, tôi muốn bắt đầu một trang mới cho công tác VFD.Các công việc cần thiết để kiểm soát các trục chính máy từ Mach3 không phải là terribly khó, nhưng có rất nhiều chi tiết, vì vậy tôi đã chia nó đi đến một trang khác để làm cho nó dễ dàng hơn để theo dõi hệ thống phụ này.
2 Hours of Progress Morning này
Hai giờ sáng nay, và trong khi tôi đã làm rất nhiều thứ khác nhau, nó không cảm thấy như tất cả những tiến bộ nhiều. Doh!
Tôi bắt đầu với mới cắt treppaning lỗ của tôi từ SPI. Tôi đã có rất nhiều rắc rối làm cho lỗ hổng lớn trong tấm kim loại trong những năm cuối cùng tôi bung cho một công cụ chuyên nghiệp. Tôi bắt đầu cố gắng để hoàn thành các lỗ mét trên module trục thứ 3. Mọi thứ đã có một khởi đầu tốt và sau đó đã dần tồi tệ hơn cho đến khi các công cụ nhỏ bị gãy làm sạch khỏi! Fer Cryin 'to!
Tôi bây giờ thuyết phục mầu kim loại ác tôi nhận được từ các cửa hàng phần cứng là một số loại thép mà làm việc cứng lại rất dễ dàng. Tôi có thể tìm thấy không có lời giải thích khác cho rằng rất khó để làm việc với. Trong mọi trường hợp, trước khi nó đã phá vỡ cắt gần như đã qua, vì vậy tôi gõ đĩa ra với một cái búa bóng dập. Tôi cần phải làm sạch một phần của các lỗ với một máy xay mài mòn của một số loại, nhưng nó sẽ được tốt.
Tôi quay lại từ đó để gắn kết các nguồn cung cấp điện Antek trong hộp bao vây. Đó không phải là vấn đề lớn: thiết lập cung ở vị trí, lỗ dấu, khoan lỗ, thực hiện! Vì vậy, đó là sẵn sàng để đi khi đó là thời gian. Tôi sẽ để lại việc cung cấp ra khỏi hộp cho thời gian được vì vẫn còn nhiều cắt và khoan để làm ở đó.
Tiếp theo tôi chuyển sự chú ý của tôi đến 8 standoffs dùng để gắn ổ Gecko và tản nhiệt vào bảng mô-đun trục. Những 8 vẫn chưa đã lỗ khoan và khai thác ở hai đầu. Vì vậy, tôi bị mắc kẹt 'em trong máy tiện, phải đối mặt khi cần thiết, trung tâm khoan và khoan với các bit thích hợp cho vòi nước. Khi tất cả 8 đã được thực hiện, tôi đã đi qua để các nhà máy và công suất khai thác mỗi lỗ với một vòi xoắn ốc sáo.
Đó là hai giờ sáng của tôi và bây giờ là lúc ăn trưa. Không có gì đáng chụp ảnh ngay cả.
Got Hầu hết các xảo trong Enclosure NEMA
Tôi vẫn sẽ cần lỗ cho các quạt làm mát, nhưng tôi muốn chắc chắn rằng tôi hiểu được thông quan và vị trí của tất cả mọi thứ khác trước khi tôi cố gắng để xác định vị trí các fan hâm mộ. suy nghĩ hiện tại của tôi là đặt nó ở cửa bên cạnh bản lề và lên cao để xả không khí ấm áp. Ước gì có một cú đấm louver!
Dưới đây là một số piccys:

Các chèn bảng điều khiển bao gồm các lỗ. 4 trục trên phía trước, với một bảng điều khiển chính ở đầu trang. Tôi có thể có thể cũng làm cạn kiệt các fan hâm mộ ở phía bên phải của bảng điều khiển ...

Ba xảo bảng điều khiển phía sau. Top 2 là dành cho 2 trục hơn. Phía dưới sẽ được cho tất cả các kết nối auxilliary cho giới hạn, kiểm soát tiếp sức nước làm mát, và kiểm soát VFD ...
Chi tiết về các trang bao vây về cách tôi đã cắt ra.
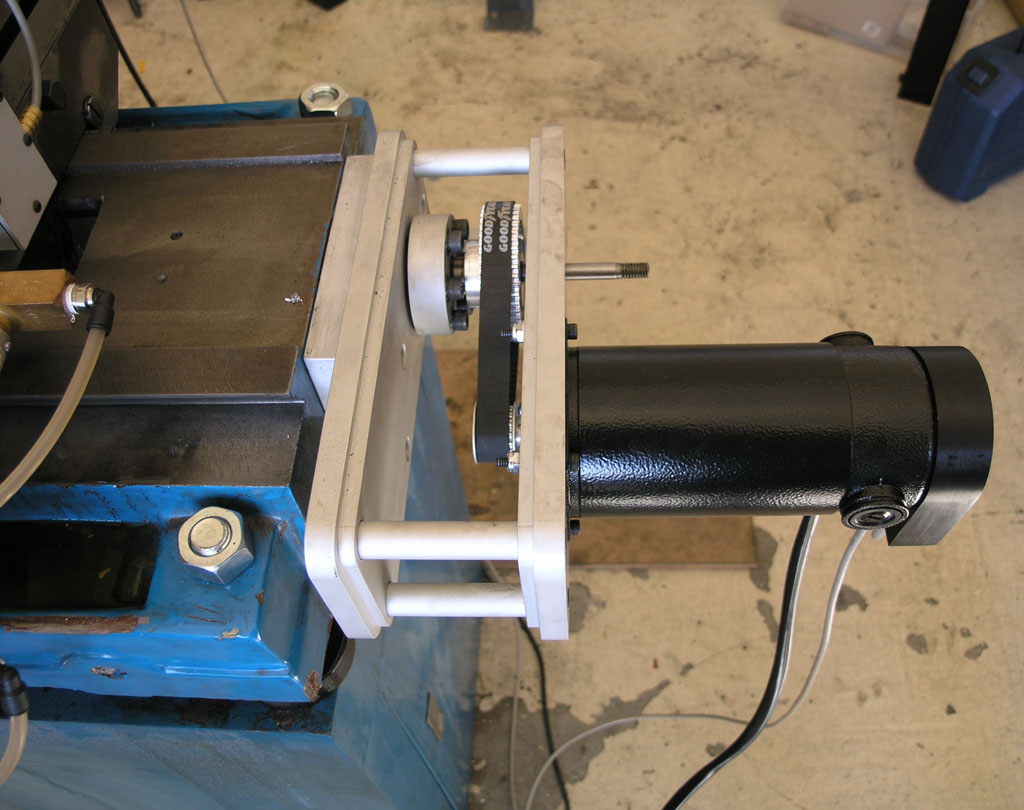
Một số tiến bộ trên Modules Axis
Tôi đã có một khá tốt chế nhạo lên với tất cả các bộ phận gắn kết:


Như bạn có thể thấy tôi có một vấn đề với giải phóng mặt bằng mét và bu lông gắn kết, vì vậy tôi đã thực hiện một lỗ quá khổ để cố gắng tạo ra một số "room lung". Điều này xảy ra do một lỗi trong việc đặt ra các khuôn mặt vuông lớn trong thiết kế CAD. Những gì tôi cần làm là di chuyển toàn bộ hồ 1/4 "xuống bảng điều khiển và tất cả sẽ được tốt.
Tôi đã nhận được nó đủ gần, tôi nghĩ. Tôi không thể đi xa hơn nữa hoặc anh sẽ bị thua lỗ gắn cho các đồng hồ là bạn có thể nhìn thấy trong này đằng sau bắn. Cuối cùng, tôi đang lập kế hoạch để làm lại những tấm nào một khi CNC là lên và chạy. Tôi sẽ làm cho họ ra khỏi 1/4 "tấm nhôm và đặt một số khắc và chạm trang trí khác, vì thế họ sẽ trông đẹp hơn rất nhiều.
Hàn các dây cáp trên Servo Motors
Các động cơ servo đến từ Homeshopcnc chỉ với một cái đuôi ngắn về họ, vì vậy bạn sẽ cần phải đính kèm một cáp còn lại để tủ bạn điện tử. Tôi quyết định sử dụng dây điện IES-phong cách cho tôi. Đây là các loại cáp điện cùng một máy tính sử dụng.Tôi chọn họ becaues họ đang rẻ, servo chỉ có 3 dây dẫn như một sợi dây điện, và chúng được thiết kế để thực hiện. một phòng của tôi sẽ được rằng họ đang không được che chắn, vì vậy tiếng ồn từ các servo sẽ trốn thoát. Điều đó có nghĩa là tôi cần phải chăm sóc phần còn lại của dây cáp, ví dụ như các công tắc giới hạn và cáp mã hóa, được che chắn đúng cho tiếng ồn và lá chắn là có căn cứ.

Tôi đặt 10 dây điện chân từ CableWholesale trên động cơ ...
Homeshopcnc Servo Bộ mã hóa Pinout
Có một lưu ý về từ truy vấn của tôi để Homeshopcnc trên pinout cho các bộ mã hóa. Họ nói rằng 5 chân trên bộ mã hóa tương ứng với 5 chân đầu trên các kết nối DB. Theo Mỹ Digital , pinout đó sẽ là:

Cũng đáng chú ý là tôi đã xác định 500 bộ mã hóa CPR bằng các servo. Với cầu phương, có nghĩa là 2000 bước mỗi cuộc cách mạng.
Linh tinh Mill Progress Cập nhật: Timing Belt, sao Hỏa Chiến tranh máy Axis Modules, Limit Switches, và Sheet Metal Templates
Tối nay là một buổi tối hiệu quả trong các cửa hàng!
Tôi phát hiện ra một số thời gian trở lại rằng 72 răng thời gian đai tôi ra lệnh cho các trục X và Y là quá nhỏ. Doh! Hóa ra tôi đã tính toán sai lầm nhỏ trong hình học liên quan. Tôi đã rất concerened tôi sẽ khám phá ra những ròng rọc thời gian tôi đã ra lệnh cũng không được đi làm việc như bạn chỉ có thể có được đai trong kích thước nhất định. May mắn, may mắn chiếu vào tôi và tôi thấy rằng một vành đai 75 răng hoạt động tốt.
Ngoài ra, tôi có một loạt các "chân" bật máy tiện để tôi có thể bắt đầu lắp ráp các module tản nhiệt:

Trong khi đó tôi đã nhận được một loạt các ổ cắm điện IES cho các loại cáp điện servo, một loạt các người cầu chì 3AG, và một loạt các nữ DB-9 kết nối, cũng như ampe kế bảng điều khiển 4 15 amp. Đó là thời gian để bắt đầu suy nghĩ về các tấm kim loại tấm. Tôi chọn một số tấm không gỉ 22 ga tại Orchard Cung cấp và tôi đã vẽ ra một mẫu trong chương trình CAD của tôi:

Khoảng thời gian này tôi đã suy nghĩ về một lỗ tròn lớn và hai lỗ vuông. Đau đớn để làm với trang thiết bị hiện tại của tôi. Tôi sẽ phải đi mua một cái cưa lỗ cho các lỗ tròn lớn (đối với đồng hồ đo tải của tôi), và các ô vuông phải được thực hiện bằng cách khoan ra các góc như đánh dấu trên bản mẫu của tôi và chúng phay hoặc có thể tỉa trên để kết nối đến các lỗ. Tất cả trong tất cả của nó một chút phiền toái, và nó đã cho tôi suy nghĩ về cú đấm và chết làm việc. Tôi cần 3 đấm: một cho các lỗ mét và 1 mỗi cho DB-9 và kết nối điện IES lỗ vuông. Tôi có một 50 tấn H-frame báo chí, vì vậy nó sẽ là một vấn đề ném cùng một số hình thức của đấm và chết dụng cụ. Thực tế, đó là việc thậm chí còn nhiều hơn chỉ làm cho các tấm cách ban đầu tôi đã lên kế hoạch, nhưng nó chắc chắn là một công việc thú vị hơn. Gotta nghĩ về việc liệu đến đó hoặc chỉ git 'er thực hiện!
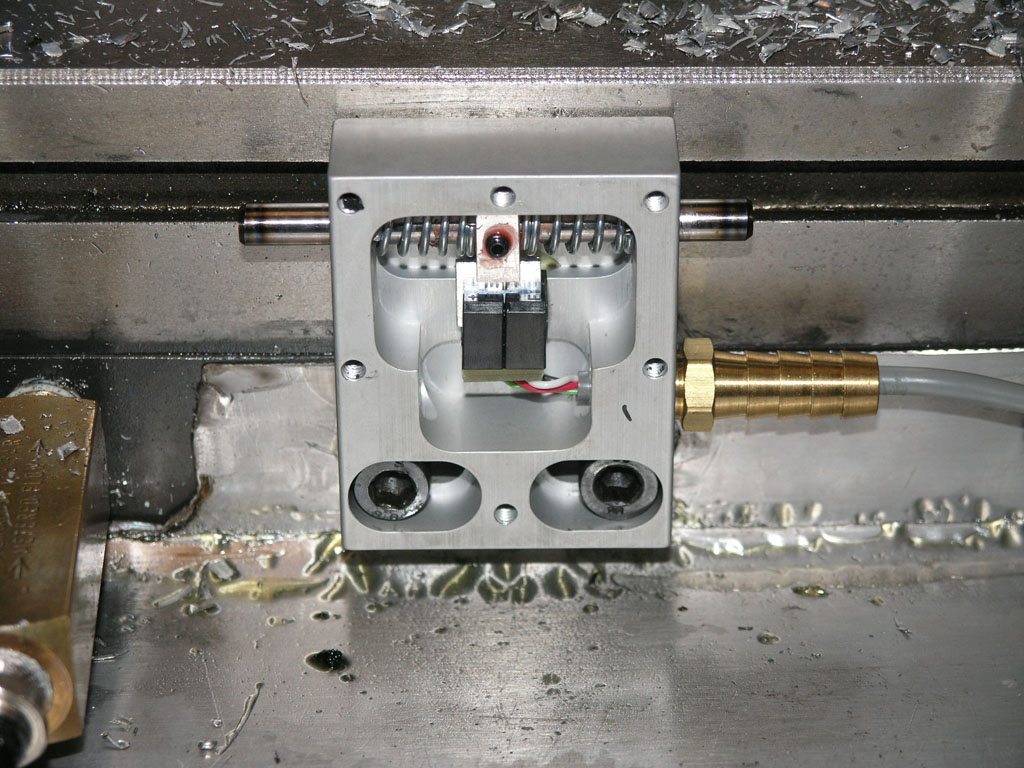
Cuối cùng, tôi đã nhận Sở thích nghiệp của tôi giới hạn quang cài đặt. Họ chắc chắn là mát mẻ. Dưới đây là một số pix:

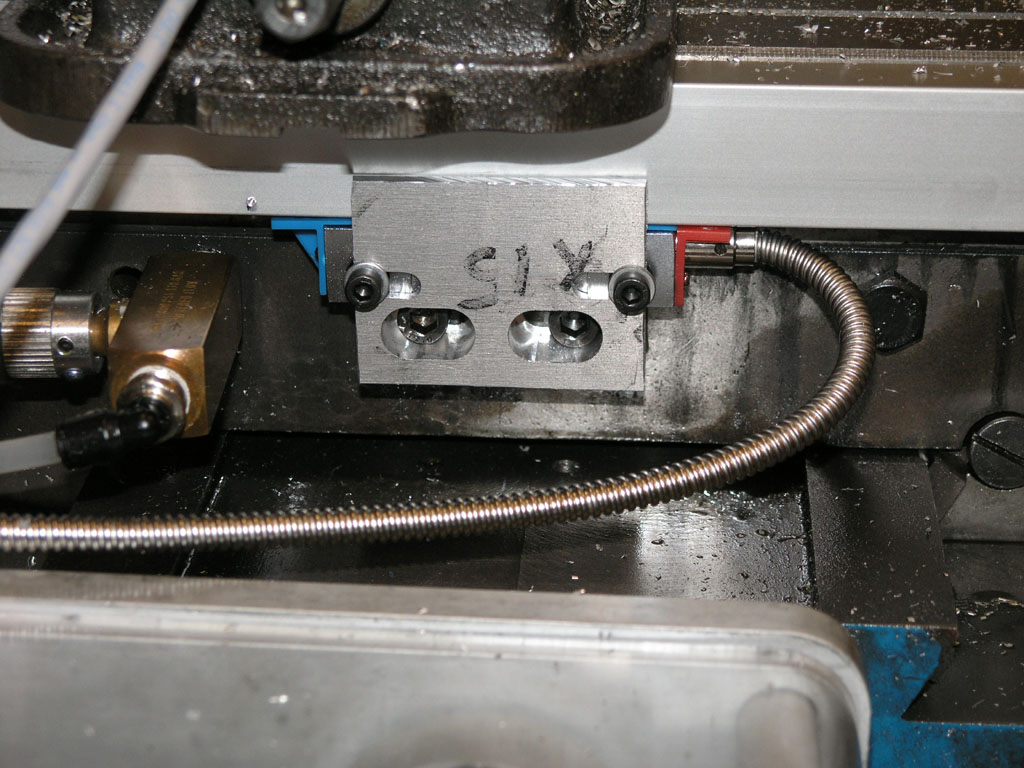
Có giới hạn X-trục. Nó cài đặt trong 2 lỗ hiện trên yên xe và được kích hoạt bởi bàn dừng ở phía T-khe. Khi hướng IH đề nghị, bạn phải đặt một máy giặt đằng sau bàn dừng lại để giữ cho chúng khỏi xoáy trôn ốc xung quanh ...

Dưới đây là một shot của Y và giới hạn trục Z khi đang được cài đặt. Những 2 sử dụng cây gậy dài với cổ áo. Một khối nhôm như bạn nhìn thấy trên các trục Z được bắt vít vào trục chuyển động và khi nó tiếp xúc một cổ áo trên trục nó actuates chuyển đổi ...

Dưới đây là một closeup của bên trong của một trong những công tắc tiện lợi ...
Điện tử Enclosure Kế hoạch Sketch và khai mạc chính
Tối nay sau khi tôi đã thực hiện với công việc tôi làm một chìa khóa để mở thặng dư thùng Rittal NEMA tôi với. Đó chỉ là một chút công việc tiện, một số khoan chéo trên các nhà máy, và một "pin 1/8 cuộn để làm cho nó làm việc tôi nghi ngờ nếu nó mất hơn 10-15 phút.:

Khoá...

Chìa khóa tôi đã thực hiện ...

Đầu tiên nhìn bên trong hộp. Điều này sẽ làm việc ra khá tốt, tôi nghĩ!
Sau khi nhận được sự ngớ ngẩn nghĩ rằng mở, suy nghĩ của tôi quay sang làm thế nào để nhét điện tử theo kế hoạch của tôi vào nó. Tôi đến với bản phác thảo kế hoạch nhanh chóng và dơ bẩn này bằng Rhino3D:

Bạn có thể thấy tôi đang lên kế hoạch cho đến 6 của những gì tôi gọi là "trục Modules", cũng như các Antek DC Power Supply.Tôi sẽ cần phải bóp một vài điều khác trong đó là tốt, nhưng có vẻ đủ rộng rãi để làm như vậy,

chuyển đổi cnc:RF-45 máy phay phần 2
0 Comment "Chuyển đổi CNC: RF-45 Máy Phay phần 1"
Đăng nhận xét